《曲柄連桿機(jī)構(gòu)的檢修【沐風(fēng)教育】》由會(huì)員分享�����,可在線閱讀���,更多相關(guān)《曲柄連桿機(jī)構(gòu)的檢修【沐風(fēng)教育】(31頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�。
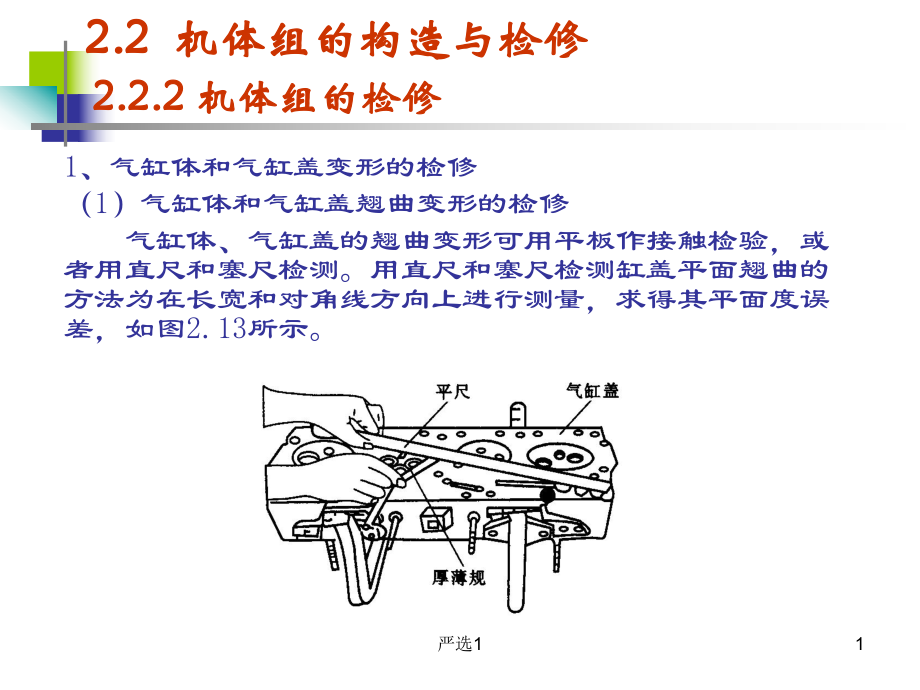
1��、1���、氣缸體和氣缸蓋變形的檢修(1)氣缸體和氣缸蓋翹曲變形的檢修 氣缸體���、氣缸蓋的翹曲變形可用平板作接觸檢驗(yàn),或者用直尺和塞尺檢測(cè)���。用直尺和塞尺檢測(cè)缸蓋平面翹曲的方法為在長(zhǎng)寬和對(duì)角線方向上進(jìn)行測(cè)量�����,求得其平面度誤差���,如圖2.13所示。2.2 2.2 機(jī)體組的構(gòu)造與檢修機(jī)體組的構(gòu)造與檢修2.2.2 2.2.2 機(jī)體組的檢修機(jī)體組的檢修1嚴(yán)選1(2)氣缸軸線與主軸承座孔軸線垂直度的檢測(cè) 用垂直度檢驗(yàn)儀對(duì)氣缸與主軸承座孔軸線的垂直度進(jìn)行檢驗(yàn)的方法如圖2.14所示��。檢驗(yàn)儀用定心器支承在氣缸中���,并用調(diào)整螺釘軸向支承定位于氣缸體的上平面�。測(cè)量時(shí)�,用手轉(zhuǎn)動(dòng)手柄,測(cè)量頭便水平轉(zhuǎn)動(dòng)與定心軸前�、后兩點(diǎn)接觸,表針在兩
2��、點(diǎn)的示值差�,即為氣缸軸線與主軸承座孔軸線的垂直度誤差���。一般不大于0.05mm。2.2 2.2 機(jī)體組的構(gòu)造與檢修機(jī)體組的構(gòu)造與檢修2.2.2 2.2.2 機(jī)體組的檢修機(jī)體組的檢修2嚴(yán)選1(3)主軸承座孔同軸度的檢驗(yàn) 以氣缸體前���、后兩主軸承承孔為測(cè)量基準(zhǔn)�,用專用檢驗(yàn)儀進(jìn)行檢測(cè)����,如圖2.15所示。在軸承座孔中裝入定心軸套��,定心軸支承在軸套內(nèi)���,可軸向滑動(dòng)����。在定心軸上裝有本體��、等臂杠桿及百分表���。測(cè)量時(shí)���,使等臂杠桿的球形觸頭觸及被測(cè)孔的表面��,當(dāng)轉(zhuǎn)動(dòng)定心軸時(shí)�,如果孔不同軸����,等臂杠桿的球形觸頭便產(chǎn)生徑向移動(dòng)�,移動(dòng)量經(jīng)杠桿傳給百分表,便能指示出孔的同軸度誤差�����。其要求是:所有主軸承座孔的同軸度誤差不大于0.15
3�����、mm�,相鄰兩個(gè)主軸承座孔的同軸度誤差不大于0.10mm2.2 2.2 機(jī)體組的構(gòu)造與檢修機(jī)體組的構(gòu)造與檢修2.2.2 2.2.2 機(jī)體組的檢修機(jī)體組的檢修3嚴(yán)選12、氣缸體和氣缸蓋裂紋的檢修 氣缸體與氣缸蓋產(chǎn)生裂紋的部位與結(jié)構(gòu)�����、工作條件����、使用操作有關(guān)����。如曲軸箱共振裂紋��;水套的冰凍裂紋���;氣缸套修理尺寸級(jí)數(shù)過(guò)多和鑲裝氣缸套過(guò)盈量過(guò)大�����,壓裝工藝不當(dāng)?shù)仍斐傻牧鸭y����。裂紋會(huì)引起發(fā)動(dòng)機(jī)漏氣�、漏水、漏油�,影響發(fā)動(dòng)機(jī)正常工作,必須及時(shí)檢修���。氣缸體和氣缸蓋的裂紋通常采用水壓試驗(yàn)法進(jìn)行檢驗(yàn)����,如圖2.16示。將氣缸蓋和氣缸襯墊裝在氣缸體上�,將水壓機(jī)出水管接頭與氣缸前端水泵入水口處連接好,并封閉所有水道口�����,然后將水壓入
4�、水套,要求在0.3-0.4MPa的壓力下���,保持約5min,應(yīng)沒(méi)有任何滲漏現(xiàn)象��。鑲配氣門座圈�����、氣門導(dǎo)管�����、氣缸套時(shí)��,若過(guò)盈量大時(shí)可能造成新的裂紋��,應(yīng)在這些工序后再進(jìn)行一次水壓試驗(yàn)��。裂紋的修理方法有粘接法、焊接法等幾種��,在修理中應(yīng)根據(jù)裂紋的大小��、部位�、損傷程度等情況進(jìn)行選擇。2.2 2.2 機(jī)體組的構(gòu)造與檢修機(jī)體組的構(gòu)造與檢修2.2.2 2.2.2 機(jī)體組的檢修機(jī)體組的檢修4嚴(yán)選13���、氣缸的檢修 活塞在氣缸中作高速運(yùn)動(dòng)����,長(zhǎng)時(shí)間工作后會(huì)產(chǎn)生磨損��,當(dāng)磨損達(dá)到一定程度后���,將引起發(fā)動(dòng)機(jī)動(dòng)力性���、經(jīng)濟(jì)性明顯下降。(1)氣缸磨損規(guī)律 氣缸正常磨損的特征是不均勻磨損����。氣缸孔沿高度方向磨損成上大下小的倒錐形,最大磨損
5、部位是活塞處于上止點(diǎn)時(shí)第一道活塞環(huán)對(duì)應(yīng)的氣缸壁位置�����,而該位置以上幾乎無(wú)磨損形成明顯的“缸肩”��。氣缸沿圓周方向的磨損形成不規(guī)則的橢圓形��,其最大磨損部位一般是前后或左右方向����。造成上述不均勻磨損的原因是:活塞在上止點(diǎn)附近時(shí)各道環(huán)的背壓最大,其中又以第一道環(huán)為最大����,以下逐道減?����?��;加之氣缸上部溫度高�����,潤(rùn)滑條件差���,進(jìn)氣中的灰塵附著量多�,廢氣中的酸性物質(zhì)引起的腐蝕等����,造成了氣缸上部磨損較大。而圓周方向的最大磨損部位主要是側(cè)向力���、曲軸的軸向竄動(dòng)等造成的����。2.2 2.2 機(jī)體組的構(gòu)造與檢修機(jī)體組的構(gòu)造與檢修2.2.2 2.2.2 機(jī)體組的檢修機(jī)體組的檢修5嚴(yán)選1(2)氣缸磨損的檢測(cè) 氣缸的磨損程度一般用圓度和圓
6�����、柱度表示����,也有以標(biāo)準(zhǔn)尺寸和氣缸磨損后的最大尺寸之差值來(lái)衡量,如桑塔納���、捷達(dá)等汽車�����。圓度誤差是指同一截面上磨損的不均勻性����,用同一橫截面上不同方向測(cè)得的最大直徑與最小直徑差值之半作為圓度誤差。圓柱度誤差是指沿氣缸軸線的軸向截面上磨損的不均勻性�����,用被測(cè)氣缸表面任意方向所測(cè)得的最大直徑與最小直徑差值之半作為圓柱度誤差��。在進(jìn)行測(cè)量時(shí)���,測(cè)量部位的選擇很重要���,氣缸的測(cè)量位置如圖2.17所示�,在氣缸體上部距氣缸上平面10mm處,氣缸中部和氣缸下部距缸套下口10mm處的三個(gè)截面���,按A���、B兩個(gè)方向分別測(cè)量氣缸的直徑��。2.2 2.2 機(jī)體組的構(gòu)造與檢修機(jī)體組的構(gòu)造與檢修2.2.2 2.2.2 機(jī)體組的檢修機(jī)體組的檢
7����、修6嚴(yán)選1 測(cè)量時(shí)�,通常使用量缸表,其方法如下:1)氣缸圓度的測(cè)量根據(jù)氣缸直徑的尺寸����,選擇合適的接桿,裝入量缸表的下端����,并使伸縮桿有1-2mm的壓縮量。將量缸表的測(cè)桿伸入到氣缸中的相應(yīng)部位����,微微擺動(dòng)表?xiàng)U,使測(cè)桿與氣缸中心線垂直��,量缸表指示的最小讀數(shù)即為正確的氣缸直徑�����。用量缸表在部位A向測(cè)量����,旋轉(zhuǎn)表盤使“0”刻度對(duì)準(zhǔn)大表針��,然后將測(cè)桿在此截面上旋轉(zhuǎn)900����,此時(shí)表針?biāo)缚潭扰c“0”位刻度之差的1/2即為該截面的圓度誤差���。2)氣缸圓柱度的測(cè)量用量缸表在上部A向測(cè)量并找出正確的直徑位置�,旋轉(zhuǎn)表盤使“0”刻度對(duì)準(zhǔn)大表針����。然后依次測(cè)出其他五個(gè)數(shù)值,取六個(gè)數(shù)值中最大差值的1/2作為該氣缸的圓柱度誤差����。3)氣
8、缸磨損尺寸的測(cè)量一般發(fā)動(dòng)機(jī)最大磨損尺寸在前后兩缸的上部�。測(cè)量時(shí)�����,用量缸表在上部A向測(cè)量并找出正確氣缸直徑位置,旋轉(zhuǎn)表盤使“0”刻度對(duì)準(zhǔn)大表針,并記住小表針?biāo)肝恢?��。取出量缸表����,將測(cè)桿放置于外徑千分尺的兩測(cè)頭之間���,旋轉(zhuǎn)外徑千分尺的活動(dòng)測(cè)頭��,使量缸表的大指針指向“0”�����,且小指針指向原來(lái)的位置(在氣缸中所指示的位置)����。此時(shí)�,外徑千分尺的尺寸即為氣缸的磨損尺寸。2.2 2.2 機(jī)體組的構(gòu)造與檢修機(jī)體組的構(gòu)造與檢修2.2.2 2.2.2 機(jī)體組的檢修機(jī)體組的檢修7嚴(yán)選1(3)氣缸的修理 當(dāng)發(fā)動(dòng)機(jī)中磨損量最大的氣缸����,其圓度和圓柱度超過(guò)規(guī)定標(biāo)準(zhǔn)時(shí)(如汽油機(jī)圓度超過(guò)0.05mm,或圓柱度超過(guò)0.175mm�����;柴
9、油機(jī)圓度超過(guò)0.063mm����,或圓柱度超過(guò)0.25mm,或桑塔納�、捷達(dá)汽車,其標(biāo)準(zhǔn)尺寸和最大磨損尺寸超過(guò)0.08mm)�,則應(yīng)進(jìn)行修理。氣缸的修理通常采用機(jī)械加工的方法��,即修理尺寸法和鑲套修復(fù)法����。修理尺寸法是指在零件結(jié)構(gòu)、強(qiáng)度和強(qiáng)化層允許的條件下�����,將配合副中主要件的磨損部位經(jīng)過(guò)機(jī)械加工至規(guī)定尺寸�����,恢復(fù)其正確的幾何形狀和精度���,然后更換相應(yīng)的配合件����,得到尺寸改變而配合性質(zhì)不變的修理方法�����。修復(fù)后的尺寸稱為修理尺寸����,對(duì)于孔件是擴(kuò)大了的,對(duì)于軸件是縮小了的�����。鑲套修復(fù)法是對(duì)于經(jīng)多次修理����,直徑超過(guò)最大修理尺寸,或氣缸壁上有特殊損傷時(shí)���,可對(duì)氣缸作圓整加工�����,用過(guò)盈配合的方式鑲上新的氣缸套��,使氣缸恢復(fù)到原來(lái)的尺寸的修
10���、理方法�����。2.2 2.2 機(jī)體組的構(gòu)造與檢修機(jī)體組的構(gòu)造與檢修2.2.2 2.2.2 機(jī)體組的檢修機(jī)體組的檢修8嚴(yán)選11 1�����、活塞的選配���、活塞的選配(1)活塞的損傷形式 活塞的損傷主要是磨損。包括活塞環(huán)槽的磨損��、活塞裙部的磨損�、活塞銷座孔的磨損。其次活塞刮傷��、頂部燒蝕和脫頂屬于非正常的損傷形式��。(2)活塞的選配 當(dāng)氣缸的磨損超過(guò)規(guī)定值及活塞發(fā)生異常損壞時(shí)��,必須對(duì)氣缸進(jìn)行修復(fù),并且要根據(jù)氣缸的修理尺寸選配活塞�。選配活塞時(shí)要注意以下幾點(diǎn):選用同一修理尺寸和同一分組尺寸的活塞?���;钊共康某叽缡晴M磨氣缸的依據(jù)�,即氣缸的修理尺寸是哪一級(jí),也要選用哪一級(jí)修理尺寸的活塞��。由于活塞的分組�����,只有在選用同一分組活塞
11�、后,才能按選定活塞的裙部尺寸進(jìn)行鏜磨氣缸��。同一發(fā)動(dòng)機(jī)必須選用同一廠牌的活塞����。活塞應(yīng)成套選配�����,以保證其材料和性能的一致性。在選配的成套活塞中��,尺寸差和質(zhì)量差應(yīng)符合要求��。成套活塞中��,其尺寸差一般為0.02mm0.025mm����,質(zhì)量差一般為4g8g,銷座孔的涂色標(biāo)記應(yīng)相同�����。2.3 2.3 活塞連桿組的構(gòu)造與檢修活塞連桿組的構(gòu)造與檢修2.3.2 2.3.2 活塞連桿組的檢修活塞連桿組的檢修9嚴(yán)選1(3)活塞裙部尺寸的檢測(cè) 鏜缸時(shí)��,要根據(jù)選配活塞的裙部直徑確定鏜削量�,活塞裙部直徑的測(cè)量方法如圖2.39所示。在活塞下部離裙部底邊約15mm��、與活塞銷垂直方向處用千分尺測(cè)量活塞裙部直徑���。(4)配缸間隙的檢測(cè) 活
12�����、塞與氣缸壁之間的間隙稱為配缸間隙�����。此間隙應(yīng)符合標(biāo)準(zhǔn)�。檢測(cè)時(shí)可用量缸表測(cè)量氣缸的直徑,用外徑千分尺測(cè)量活塞的直徑��,兩者之差即為配缸間隙�。也可如圖2.40所示,將活塞(不裝活塞環(huán))放入氣缸中�����,用塞尺測(cè)量其間隙值�����。2.3 2.3 活塞連桿組的構(gòu)造與檢修活塞連桿組的構(gòu)造與檢修2.3.2 2.3.2 活塞連桿組的檢修活塞連桿組的檢修10嚴(yán)選12���、活塞環(huán)的選配(1)活塞環(huán)的損傷形式 活塞環(huán)的損傷主要是磨損,隨著磨損的加劇��,活塞環(huán)的彈力逐漸減弱�����,端隙、側(cè)隙�、背隙增大。此外��,活塞環(huán)還可能折斷����。(2)活塞環(huán)的選配 除有標(biāo)準(zhǔn)尺寸的活塞環(huán)以外,還有與各級(jí)修理尺寸氣缸����、活塞相對(duì)應(yīng)的加大尺寸的活塞環(huán)。發(fā)動(dòng)機(jī)修理時(shí)�,應(yīng)按
13、照氣缸的標(biāo)準(zhǔn)尺寸或修理尺寸����,選用與氣缸、活塞同級(jí)別的活塞環(huán)��。在大修時(shí)����,優(yōu)先使用活塞�����、活塞銷及活塞環(huán)成套供應(yīng)配件����。對(duì)活塞環(huán)的要求除了與氣缸���、活塞的修理尺寸一致外��,還應(yīng)具有規(guī)定的彈力����,環(huán)的漏光度�����、端隙���、側(cè)隙、背隙符合原廠規(guī)定�����。2.3 2.3 活塞連桿組的構(gòu)造與檢修活塞連桿組的構(gòu)造與檢修2.3.2 2.3.2 活塞連桿組的檢修活塞連桿組的檢修11嚴(yán)選11)活塞環(huán)端隙的檢驗(yàn)圖2.42 活塞環(huán)側(cè)隙的檢驗(yàn) 將活塞環(huán)平正地放入氣缸內(nèi),用活塞頂部把它推平�����,然后用塞尺測(cè)量開(kāi)口處的間隙�����,如圖2.41所示���。圖2.41 活塞環(huán)端隙的檢驗(yàn)端隙大于規(guī)定時(shí)���,應(yīng)另選活塞環(huán);小于規(guī)定時(shí)�,可對(duì)環(huán)口的一端加以挫修。挫修時(shí)����,應(yīng)注意環(huán)
14、口平整��,挫修后環(huán)外口應(yīng)去掉毛刺����,以防鋒利的環(huán)口刮傷氣缸����。2)活塞環(huán)側(cè)隙的檢驗(yàn) 將活塞環(huán)放入環(huán)槽內(nèi)��,圍繞環(huán)槽滾動(dòng)一周���,應(yīng)能自由滾動(dòng)�����,既不松動(dòng)�����,又無(wú)阻滯現(xiàn)象��。用厚薄規(guī)按圖2.42所示的方法測(cè)量��,其值符合要求。如側(cè)隙過(guò)小��,可將活塞環(huán)放在有平板的砂布上研磨�����,不允許加工活塞;如側(cè)隙過(guò)大����,則應(yīng)另選活塞環(huán)。2.3 2.3 活塞連桿組的構(gòu)造與檢修活塞連桿組的構(gòu)造與檢修2.3.2 2.3.2 活塞連桿組的檢修活塞連桿組的檢修12嚴(yán)選13)活塞環(huán)背隙的檢驗(yàn) 在實(shí)際測(cè)量中�����,活塞環(huán)背隙通常以槽深和環(huán)厚之差來(lái)表示����。檢驗(yàn)活塞環(huán)背隙的經(jīng)驗(yàn)方法是:將活塞環(huán)置入環(huán)槽內(nèi),如活塞環(huán)低于環(huán)槽岸�,能轉(zhuǎn)動(dòng)自如,且無(wú)松曠感覺(jué)����,則間隙合適。
15�����、4)活塞環(huán)彈力的檢驗(yàn) 活塞環(huán)的彈力是指活塞環(huán)端隙達(dá)到規(guī)定值時(shí)作用在活塞環(huán)上的徑向力���?��;钊h(huán)的彈力是保證氣缸密封的必要條件�����。彈力過(guò)弱���,氣缸密封性變差,燃潤(rùn)料消耗增加�,燃燒室積炭嚴(yán)重,發(fā)動(dòng)機(jī)動(dòng)力性�����、經(jīng)濟(jì)性降低��。彈力過(guò)大使環(huán)的磨損加劇�。活塞環(huán)的彈力可用活塞環(huán)彈力檢驗(yàn)儀檢驗(yàn)���,其值應(yīng)符合規(guī)定的要求�。5)活塞環(huán)漏光度的檢驗(yàn) 活塞環(huán)漏光度用于檢查活塞環(huán)的外圓與缸壁貼合的良好程度���。漏光度的檢查方法如圖2.43所示��,將活塞環(huán)平正地放入氣缸內(nèi)�����,用活塞頂部把它推平��,在氣缸下部放置一發(fā)亮的燈泡��,在活塞環(huán)上放一直徑略小于氣缸內(nèi)徑���,能蓋住活塞環(huán)內(nèi)圓的蓋板,然后從氣缸上部觀察漏光處及其對(duì)應(yīng)的圓心角���。一般要求活塞環(huán)局部漏光每
16�、處不大于250�;最大漏光縫隙不大于0.03mm;每環(huán)漏光處不超過(guò)2個(gè)�,每環(huán)總漏光度不大于450;在活塞環(huán)開(kāi)口處300范圍內(nèi)不允許有漏光現(xiàn)象��。2.3 2.3 活塞連桿組的構(gòu)造與檢修活塞連桿組的構(gòu)造與檢修2.3.2 2.3.2 活塞連桿組的檢修活塞連桿組的檢修13嚴(yán)選13���、活塞銷的選配 發(fā)動(dòng)機(jī)大修時(shí)�����,一般應(yīng)更換活塞銷�����?�;钊N的選配原則是:同一臺(tái)發(fā)動(dòng)機(jī)應(yīng)選用同一廠牌��、同一修理尺寸的成組活塞銷�����;活塞銷表面應(yīng)無(wú)任何銹蝕和斑點(diǎn)�����,表面粗糙度Ra不大于0.20m�,圓柱度誤差不大于0.0025mm,質(zhì)量差在10g范圍內(nèi)��。2.3 2.3 活塞連桿組的構(gòu)造與檢修活塞連桿組的構(gòu)造與檢修2.3.2 2.3.2 活塞連桿
17�、組的檢修活塞連桿組的檢修14嚴(yán)選14 4�、連桿的檢修���、連桿的檢修(1)連桿的損傷形式 連桿的損傷有桿身的彎曲、扭轉(zhuǎn)變形����;小頭孔和大頭側(cè)面的磨損。其中變形最為常見(jiàn)�����。(2)連桿變形的檢驗(yàn) 連桿變形的檢驗(yàn)在連桿檢驗(yàn)儀上進(jìn)行�����,如圖2.44所示��。檢驗(yàn)儀上的棱形支撐軸能保證連桿大端承孔軸向與檢驗(yàn)平板垂直�����。測(cè)量工具是一個(gè)帶V形槽的“三點(diǎn)規(guī)”��,三點(diǎn)規(guī)上的三點(diǎn)構(gòu)成的平面與V形槽的對(duì)稱平面垂直�,兩下測(cè)點(diǎn)的距離為100mm�����,上測(cè)點(diǎn)與兩下測(cè)點(diǎn)連線的距離也是100mm�。2.3 2.3 活塞連桿組的構(gòu)造與檢修活塞連桿組的構(gòu)造與檢修2.3.2 2.3.2 活塞連桿組的檢修活塞連桿組的檢修15嚴(yán)選11)檢驗(yàn)方法將連桿大頭的軸
18��、承蓋裝好(不裝軸承)���,按規(guī)定力矩把螺栓擰緊����,檢查連桿大頭孔的圓度和圓柱度應(yīng)符合要求;裝上已修配好的活塞銷����。把連桿大頭裝在檢驗(yàn)儀的支撐軸上,擰緊調(diào)整螺釘使定心塊向外擴(kuò)張��,把連桿固定在檢驗(yàn)儀上����。將V形檢驗(yàn)塊兩端的V形定位面靠在活塞銷上,觀察V形三點(diǎn)規(guī)的三個(gè)接觸點(diǎn)與檢驗(yàn)平板的接觸情況�����,即可檢查出連桿的變形方向和變形量。A����、三點(diǎn)規(guī)的三個(gè)測(cè)點(diǎn)都與平板接觸,說(shuō)明連桿沒(méi)有變形�����。B��、若上測(cè)點(diǎn)與平板接觸���,兩下測(cè)點(diǎn)不接觸且與平板距離一致;或兩下測(cè)點(diǎn)與平板接觸而上測(cè)點(diǎn)不接觸����,表明連桿彎曲。用厚薄規(guī)測(cè)出測(cè)點(diǎn)與平板的間隙��,即為連桿在100mm長(zhǎng)度上的彎曲度�����,如圖2.45a)所示�����。圖2.45 連桿彎扭檢驗(yàn)C、若只有一個(gè)下
19����、測(cè)點(diǎn)與平板接觸,另一個(gè)下測(cè)點(diǎn)與平板不接觸�����,且間隙為上測(cè)點(diǎn)與平板間隙的兩倍��,這時(shí)下測(cè)點(diǎn)與平板的間隙即為連桿在100mm長(zhǎng)度上的扭曲度��,如圖2.45b)所示����。D、如果一個(gè)下測(cè)點(diǎn)與平板接觸��,但另一個(gè)下測(cè)點(diǎn)與平板的間隙不等于上測(cè)點(diǎn)間隙的兩倍�,這時(shí)連桿彎扭并存。下測(cè)點(diǎn)與平板的間隙為連桿的扭曲度�,上測(cè)點(diǎn)間隙與下測(cè)點(diǎn)間隙一半的差值為連桿的彎曲度。E�����、測(cè)出連桿小頭端面與平板的距離,然后將連桿翻轉(zhuǎn)1800后再測(cè)此距離��,若數(shù)值不相等��,即說(shuō)明連桿有雙重彎曲��,兩次測(cè)量數(shù)值之差為連桿雙重彎曲度�����。2.3 2.3 活塞連桿組的構(gòu)造與檢修活塞連桿組的構(gòu)造與檢修2.3.2 2.3.2 活塞連桿組的檢修活塞連桿組的檢修16嚴(yán)選1
20�、(3)連桿變形的校正 經(jīng)檢驗(yàn)�����,如果彎����、扭超過(guò)規(guī)定值,應(yīng)記住彎�、扭方向和數(shù)值,進(jìn)行校正�。連桿彎曲的校正可在壓床或彎曲校正器上進(jìn)行�����,用彎曲校正器校正連桿彎曲的方法如圖2.46所示���。圖2.47 連桿扭曲的校正 連桿扭曲的校正可將連桿夾在虎鉗上,用扭曲校正器����、長(zhǎng)柄扳鉗或管子鉗進(jìn)行校正,用扭曲校正器校正連桿扭曲的方法如圖4.47所示���。校正時(shí)注意:先校扭�����,再校彎���;避免反復(fù)過(guò)校正。校正后要進(jìn)行時(shí)效處理���,消除彈性后效作用�����。2.3 2.3 活塞連桿組的構(gòu)造與檢修活塞連桿組的構(gòu)造與檢修2.3.2 2.3.2 活塞連桿組的檢修活塞連桿組的檢修17嚴(yán)選15�、連桿襯套的修復(fù)(1)連桿襯套的選配 對(duì)于全浮式安裝的活塞銷,
21��、連桿小頭內(nèi)壓裝有連桿襯套��。發(fā)動(dòng)機(jī)在大修時(shí)��,在更換活塞�����、活塞銷的同時(shí)�����,必須更換連桿襯套���,以恢復(fù)其正常配合。連桿襯套與連桿小頭應(yīng)有一定量的過(guò)盈(如桑塔納發(fā)動(dòng)機(jī)為0.06-0.10mm)��,以保證襯套在工作時(shí)不走外圓��。可通過(guò)分別測(cè)量連桿小頭內(nèi)徑(如圖2.48所示)和新襯套外徑(如圖2.49所示)的方法求得過(guò)盈量�。2.3 2.3 活塞連桿組的構(gòu)造與檢修活塞連桿組的構(gòu)造與檢修2.3.2 2.3.2 活塞連桿組的檢修活塞連桿組的檢修18嚴(yán)選1(2)連桿襯套的修配 活塞銷與連桿村套的配合,在常溫下應(yīng)有0.005-0.010 mm的間隙�,接觸面積應(yīng)在75以上。配合間隙過(guò)小��,可將連桿夾到內(nèi)圓磨床上進(jìn)行磨削�����,并留有
22��、研磨余量���。再將活塞銷插入連桿襯套內(nèi)配對(duì)研磨����,研磨時(shí)可加少量機(jī)油�����,將活塞銷夾在臺(tái)虎鉗上��,沿活塞銷軸線方向扳動(dòng)連桿��,應(yīng)有無(wú)間隙感覺(jué)(如圖2.50所示)。加入機(jī)油扳動(dòng)時(shí)無(wú)“氣泡”產(chǎn)生�����,把連桿置于與水平面成750角時(shí)應(yīng)能停住��,輕拍連桿徐徐下降��,此時(shí)配合間隙為合適��。經(jīng)過(guò)加工的襯套�,應(yīng)能用大拇指把活塞銷推入連桿襯套內(nèi),并有無(wú)間隙感覺(jué)�����,如圖2.51所示�����。2.3 2.3 活塞連桿組的構(gòu)造與檢修活塞連桿組的構(gòu)造與檢修2.3.2 2.3.2 活塞連桿組的檢修活塞連桿組的檢修19嚴(yán)選16�、活塞連桿組裝配的注意事項(xiàng) 活塞與連桿的裝配通常采用熱裝合法�����。將活塞放入水中加熱至353-373K,取出后迅速擦凈�,將活塞銷涂以機(jī)
23、油���,插入活塞銷座孔和連桿襯套中�,然后裝入鎖環(huán)���。裝配時(shí)注意:活塞與連桿的缸序和安裝方向不得錯(cuò)亂����,按照裝配標(biāo)記進(jìn)行安裝����,如圖2.52所示。如標(biāo)記不清或不能確認(rèn)時(shí)��,可結(jié)合活塞和連桿的結(jié)構(gòu)加以識(shí)別�。安裝活塞環(huán)時(shí),應(yīng)采用專用工具���,如圖2.53所示�。要特別注意各道環(huán)的類型和規(guī)格�、順序及安裝方向��,并注意各道環(huán)的開(kāi)口交錯(cuò)布置���。2.3 2.3 活塞連桿組的構(gòu)造與檢修活塞連桿組的構(gòu)造與檢修2.3.2 2.3.2 活塞連桿組的檢修活塞連桿組的檢修20嚴(yán)選11、曲軸的檢修(1)曲軸的損傷形式 曲軸的損傷形式主要有:磨損���、變形��、裂紋甚至斷裂�����。磨損主要發(fā)生在曲軸主軸頸和連桿軸頸的部位���,且磨損是不均勻的,有一定規(guī)律性的�����。主
24��、軸頸和連桿軸頸徑向最大磨損部位相互對(duì)應(yīng)���,即各主軸頸的最大磨損靠近連桿軸頸一側(cè)����;而連桿軸頸的最大磨損部位在主軸頸一側(cè)���。另外�,曲軸軸頸沿軸向還有錐形磨損�����,與連桿軸頸油道的油流相背的一側(cè)磨損嚴(yán)重��。各軸頸不同方向的磨損�����,導(dǎo)致主軸頸同軸度破壞��,容易造成曲軸斷裂�。變形的方式主要是彎曲和扭曲,是由于使用和修理不當(dāng)造成的�。如發(fā)動(dòng)機(jī)在爆震和超負(fù)荷等條件下工作;個(gè)別氣缸不工作或工作不均衡�����;各道主軸承松緊度不一致等,都會(huì)造成曲軸承載后的彎曲變形��。扭曲變形主要是燒瓦和個(gè)別活塞卡缸造成的�。裂紋多發(fā)生在曲柄與軸頸之間的過(guò)渡圓角處以及油孔處,多由應(yīng)力集中引起����。前者是橫向裂紋,危害極大�,嚴(yán)重時(shí)造成曲軸斷裂;后者為軸向裂紋�,沿
25、斜置油孔的銳邊軸向發(fā)展����,必要時(shí)也應(yīng)更換曲軸。2.4 2.4 曲軸飛輪組的構(gòu)造與檢修曲軸飛輪組的構(gòu)造與檢修2.4.2 2.4.2 曲軸飛輪組的檢修曲軸飛輪組的檢修21嚴(yán)選1(2)曲軸磨損的檢修1)軸頸磨損的檢驗(yàn) 曲軸軸頸磨損情況的檢驗(yàn)�,主要是用外徑千分尺測(cè)量軸頸的直徑、圓度誤差和圓柱度誤差����。一般根據(jù)圓柱度誤差確定軸頸是否需要修磨,同時(shí)也可確定修理尺寸�。測(cè)量通常是按磨損規(guī)律進(jìn)行,先在軸頸磨損最大的部位測(cè)量,找出最小直徑���,然后在軸頸磨損最小的部位測(cè)量���,找到最大直徑���。主軸頸和連桿軸頸磨損后���,其圓度、圓柱度誤差超出標(biāo)準(zhǔn)要求時(shí)(如桑塔納2000型發(fā)動(dòng)機(jī)曲軸主軸頸和連桿軸頸的圓度�、圓柱度誤差的磨損極限為0.
26、02 mm)����,應(yīng)進(jìn)行曲軸的光磨修理。2)軸頸的修磨 在小修時(shí)�,軸頸某些較輕的表面損傷,可用油石����、細(xì)銼刀或砂布加以修磨。發(fā)動(dòng)機(jī)大修時(shí)���,對(duì)軸頸磨損已超過(guò)規(guī)定的曲軸�����,可用修理尺寸法對(duì)曲軸主軸頸���、連桿軸頸進(jìn)行光磨修理����。其修理尺寸一般以每縮小0.25mm為一級(jí)���。2.4 2.4 曲軸飛輪組的構(gòu)造與檢修曲軸飛輪組的構(gòu)造與檢修2.4.2 2.4.2 曲軸飛輪組的檢修曲軸飛輪組的檢修22嚴(yán)選1(3)曲軸彎曲變形的檢修1)彎曲變形的檢驗(yàn) 檢驗(yàn)彎曲變形應(yīng)以兩端主軸頸的公共軸線為基準(zhǔn)�,檢查中間主軸頸的徑向圓跳動(dòng)誤差��,如圖2.66所示�����。檢驗(yàn)時(shí)����,將曲軸兩端主軸頸分別放置在檢驗(yàn)平板的V型塊上,將百分表觸頭垂直地抵在中間主軸
27��、頸上,慢慢轉(zhuǎn)動(dòng)曲軸一圈�,百分表指針?biāo)甘镜淖畲笞x數(shù)與最小讀數(shù)之差,即為中間主軸頸的徑向圓跳動(dòng)誤差值�。2.4 2.4 曲軸飛輪組的構(gòu)造與檢修曲軸飛輪組的構(gòu)造與檢修2.4.2 2.4.2 曲軸飛輪組的檢修曲軸飛輪組的檢修23嚴(yán)選12)彎曲變形的校正 曲軸的徑向圓跳動(dòng)誤差不得大于0.15mm,否則應(yīng)進(jìn)行校正��。曲軸彎曲變形的校正���,一般采用冷壓校正或敲擊校正法。當(dāng)變形量不大時(shí)��,可采用敲擊校正法�。即用錘子敲擊曲柄邊緣的非工作表面,使被敲擊表面產(chǎn)生塑性殘余變形����,達(dá)到校正彎曲的目的。冷壓校正是將曲軸用V型鐵架住兩端主軸頸��,用油壓機(jī)沿曲軸彎曲相反方向加壓��,如圖2.67所示���。由于鋼質(zhì)曲軸的彈性作用����,壓彎量應(yīng)為曲軸
28、彎曲量的1015倍���,并保持24min��,為減小彈性后效作用����,最好采用人工時(shí)效法消除����。當(dāng)曲軸彎曲變形量較大時(shí),校正必須分步���、反復(fù)多次進(jìn)行����,直到符合要求為止���。校正后的曲軸徑向圓跳動(dòng)誤差不得大于0.05mm��。2.4 2.4 曲軸飛輪組的構(gòu)造與檢修曲軸飛輪組的構(gòu)造與檢修2.4.2 2.4.2 曲軸飛輪組的檢修曲軸飛輪組的檢修24嚴(yán)選1(4)曲軸扭曲變形的檢修1)扭曲變形的檢驗(yàn) 曲軸扭曲變形檢驗(yàn)的支撐方法和彎曲檢驗(yàn)一樣���,將曲軸兩端主軸頸分別放置在檢驗(yàn)平板的V型塊上���,保持曲軸水平,使兩端同一曲柄平面內(nèi)的兩個(gè)連桿軸頸位于水平位置���,用百分表測(cè)量?jī)奢S頸最高點(diǎn)至平板的高度差A(yù)��,據(jù)此求得曲軸主軸線的扭曲角�����。式中:R曲
29�����、柄半徑,mm���。2)扭曲變形的校正 曲軸扭曲變形量一般很小����,可直接在曲軸磨床上結(jié)合對(duì)連桿軸頸磨削時(shí)予以修正�。2.4 2.4 曲軸飛輪組的構(gòu)造與檢修曲軸飛輪組的構(gòu)造與檢修2.4.2 2.4.2 曲軸飛輪組的檢修曲軸飛輪組的檢修RARA57236025嚴(yán)選1(5)曲軸裂紋的檢修 裂紋的檢驗(yàn)方法有磁力探傷法和浸油敲擊法�。磁力探傷的原理是:當(dāng)磁力線通過(guò)被檢驗(yàn)的時(shí)��,零件被磁化����。如果零件表面有裂紋,在裂紋部位的磁力線就會(huì)因裂紋不導(dǎo)磁而被中斷�����,使磁力線偏散而形成磁極����。此時(shí),在零件表面撒上磁性鐵粉���,鐵粉便被磁化而吸附在裂紋處�,從而顯現(xiàn)出裂紋的部位和大小����。浸油敲擊法是將曲軸置于煤油中浸一會(huì),取出后擦凈表面煤油并撒
30�、上白粉,然后分段用小錘輕輕敲擊�����,如有明顯的油跡出現(xiàn),即該處有裂紋�。曲軸出現(xiàn)裂紋,一般應(yīng)更換曲軸�����。2.4 2.4 曲軸飛輪組的構(gòu)造與檢修曲軸飛輪組的構(gòu)造與檢修2.4.2 2.4.2 曲軸飛輪組的檢修曲軸飛輪組的檢修26嚴(yán)選12�����、曲軸軸承的選配 曲軸軸承在工作中會(huì)發(fā)生磨損��、合金層疲勞剝落和粘著咬死等����;軸承的徑向間隙的使用限度超限后�����,因軸承對(duì)機(jī)油流動(dòng)阻尼能力減弱�����,可使主油道壓力降低而破壞軸承的正常潤(rùn)滑;發(fā)生上述情況應(yīng)更換軸承��。發(fā)動(dòng)機(jī)總成修理時(shí)�,也應(yīng)更換全部軸承。軸承的選配包括選擇合適內(nèi)徑的軸承��,以及檢驗(yàn)軸承的高出量����、自由彈開(kāi)量、定位凸點(diǎn)和軸承鋼背表面質(zhì)量等內(nèi)容��。軸承裝入座孔內(nèi)�,上、下兩片的每端均應(yīng)高
31���、出軸承座平面0.03-0.05mm��,稱為高出量��。軸承高出座孔����,以保證軸承與座孔緊密貼合���,提高散熱效果����。2.4 2.4 曲軸飛輪組的構(gòu)造與檢修曲軸飛輪組的構(gòu)造與檢修2.4.2 2.4.2 曲軸飛輪組的檢修曲軸飛輪組的檢修27嚴(yán)選1(1)選擇軸承內(nèi)徑。根據(jù)曲軸軸承的直徑和規(guī)定的徑向間隙選擇合適內(nèi)徑的軸承?�,F(xiàn)代發(fā)動(dòng)機(jī)曲軸軸承制造時(shí)����,根據(jù)選配的需要,其內(nèi)徑直徑已制成一個(gè)尺寸系列��。(2)檢驗(yàn)軸承鋼背質(zhì)量����。要求定位凸點(diǎn)完整,軸承鋼背光整無(wú)損����。(3)檢驗(yàn)軸承自由彈開(kāi)量。要求軸承在自由狀態(tài)下的曲率半徑大于座孔的曲率半徑���,保證軸承壓入座孔后,可借軸承自身的彈力作用與軸承座貼合緊密�,如圖2.68所示�。(4)檢驗(yàn)軸
32��、承的高出量�����。軸承裝入座孔內(nèi)���,上����、下兩片的每端均應(yīng)高出軸承座平面0.03-0.05mm���,稱為高出量��。軸承高出座孔�,以保證軸承與座孔緊密貼合���,提高散熱效果���。2.4 2.4 曲軸飛輪組的構(gòu)造與檢修曲軸飛輪組的構(gòu)造與檢修2.4.2 2.4.2 曲軸飛輪組的檢修曲軸飛輪組的檢修28嚴(yán)選13、飛輪的檢修 飛輪常見(jiàn)的損傷形式主要是齒圈磨損、打壞����、松動(dòng)、端面打毛��;飛輪與離合器摩擦片接觸的工作面磨損����、起槽、刮痕等����。(1)更換齒圈 飛輪齒圈有斷齒或齒端沖擊耗損,與起動(dòng)機(jī)齒輪嚙合狀況發(fā)生變化時(shí)�����,應(yīng)更換齒圈或飛輪組件�。齒圈與飛輪配合過(guò)盈為0.300.60mm,更換時(shí)����,應(yīng)先將齒圈加熱至623673K,再進(jìn)行熱壓配合����。(
33���、2)修整飛輪工作平面 飛輪工作平面有嚴(yán)重?zé)苹蚰p溝槽深度超過(guò)0.50mm或飛輪端面圓跳動(dòng)誤差超過(guò)0.50mm時(shí)���,應(yīng)進(jìn)行光磨修整����。飛輪端面圓跳動(dòng)誤差的檢查方法是:將百分表架裝在飛輪殼上�����,表的量頭靠在飛輪的光滑端面上����,旋轉(zhuǎn)表盤,使“O”對(duì)正指針�����,轉(zhuǎn)動(dòng)飛輪一圈��,百分表的讀數(shù)差����,即為端面圓跳動(dòng)誤差���。修整并與曲軸裝配后的飛輪端面圓跳動(dòng)誤差不得大于0.15mm,飛輪厚度極限減薄量為1mm����。(3)曲軸、飛輪��、離合器總成組裝后進(jìn)行動(dòng)平衡試驗(yàn) 組件動(dòng)不平衡量應(yīng)不大于原廠規(guī)定���。更換飛輪或齒圈��、離合器壓盤或總成之后��,都應(yīng)重新進(jìn)行組件的動(dòng)平衡試驗(yàn)��。2.4 2.4 曲軸飛輪組的構(gòu)造與檢修曲軸飛輪組的構(gòu)造與檢修2.4.
34���、2 2.4.2 曲軸飛輪組的檢修曲軸飛輪組的檢修29嚴(yán)選14、曲軸軸向和徑向間隙的檢查與調(diào)整(1)軸向間隙的檢查與調(diào)整 曲軸軸向間隙的檢查可采用百分表或塞尺進(jìn)行�����。將百分表觸頭頂在曲軸平衡重上,用撬棒前后撬動(dòng)曲軸����,觀察表針擺動(dòng)數(shù)值,即為曲軸軸向間隙����,如圖2.69所示��?�;蛘哂们税魧⑶S撬向一端�,再用塞尺檢查推力軸承和曲軸止推面之間的間隙,即為曲軸軸向間隙���,如圖2.70所示����。2.4 2.4 曲軸飛輪組的構(gòu)造與檢修曲軸飛輪組的構(gòu)造與檢修2.4.2 2.4.2 曲軸飛輪組的檢修曲軸飛輪組的檢修30嚴(yán)選1(2)徑向間隙的檢查與調(diào)整 曲軸的徑向間隙可用塑料間隙塞尺檢查�����,如圖2.71所示�。首先清潔曲軸主軸頸���、連桿軸頸、軸瓦和軸承蓋���,將塑料間隙塞尺(或軟金屬絲)放置在曲軸軸頸上(不要將油孔蓋?����。?����,蓋上軸承蓋并按規(guī)定扭力擰緊螺栓���。注意:不要轉(zhuǎn)動(dòng)曲軸。然后取下軸承蓋和塑料間隙塞尺�,用被壓扁的塑料間隙塞尺和間隙條寬度相對(duì)照,查得間隙規(guī)寬度(或測(cè)量軟金屬絲厚度)對(duì)應(yīng)的間隙值即為曲軸的徑向間隙��。如果徑向間隙不符合規(guī)定�����,應(yīng)重新選配軸承����。2.4 2.4 曲軸飛輪組的構(gòu)造與檢修曲軸飛輪組的構(gòu)造與檢修2.4.2 2.4.2 曲軸飛輪組的檢修曲軸飛輪組的檢修31嚴(yán)選1
 曲柄連桿機(jī)構(gòu)的檢修【沐風(fēng)教育】
曲柄連桿機(jī)構(gòu)的檢修【沐風(fēng)教育】