《《機(jī)床夾具設(shè)計(jì)》機(jī)床夾具概述》由會(huì)員分享,可在線閱讀����,更多相關(guān)《《機(jī)床夾具設(shè)計(jì)》機(jī)床夾具概述(13頁珍藏版)》請?jiān)谘b配圖網(wǎng)上搜索���。
1����、模塊1機(jī)床夾具概述【知識目標(biāo)】機(jī)床夾具的基本概念��;機(jī)床夾具的基本結(jié)構(gòu)及其分類方法�;機(jī)床夾具的發(fā)展方向?���!炯寄苣繕?biāo)】掌握生產(chǎn)一線工件在機(jī)床夾具中的裝夾方法�;能夠辨別生產(chǎn)一線常見的機(jī)床夾具類型��;初步具備辨識常見機(jī)床夾具的能力���。用來固定加工對象�����, 使其處于正確位置�, 以接受加工或檢測的裝置��,統(tǒng)稱為夾具��。它廣泛地應(yīng)用于機(jī)械制造過程中�,如焊接過程中用于拼焊的焊接夾具,零件檢驗(yàn)過程中用的檢驗(yàn)夾具�����,裝配過程中用的裝配夾具�,機(jī)械加工過程中用的機(jī)床夾具等,都屬于這一范疇�����。在金屬切削機(jī)床上使用的夾具統(tǒng)稱為機(jī)床夾具。機(jī)床夾具就是在機(jī)床上用以裝夾工件(和引導(dǎo)刀具)的一種裝置���,其作用是將工件定位����,以使工件獲得相對于機(jī)床
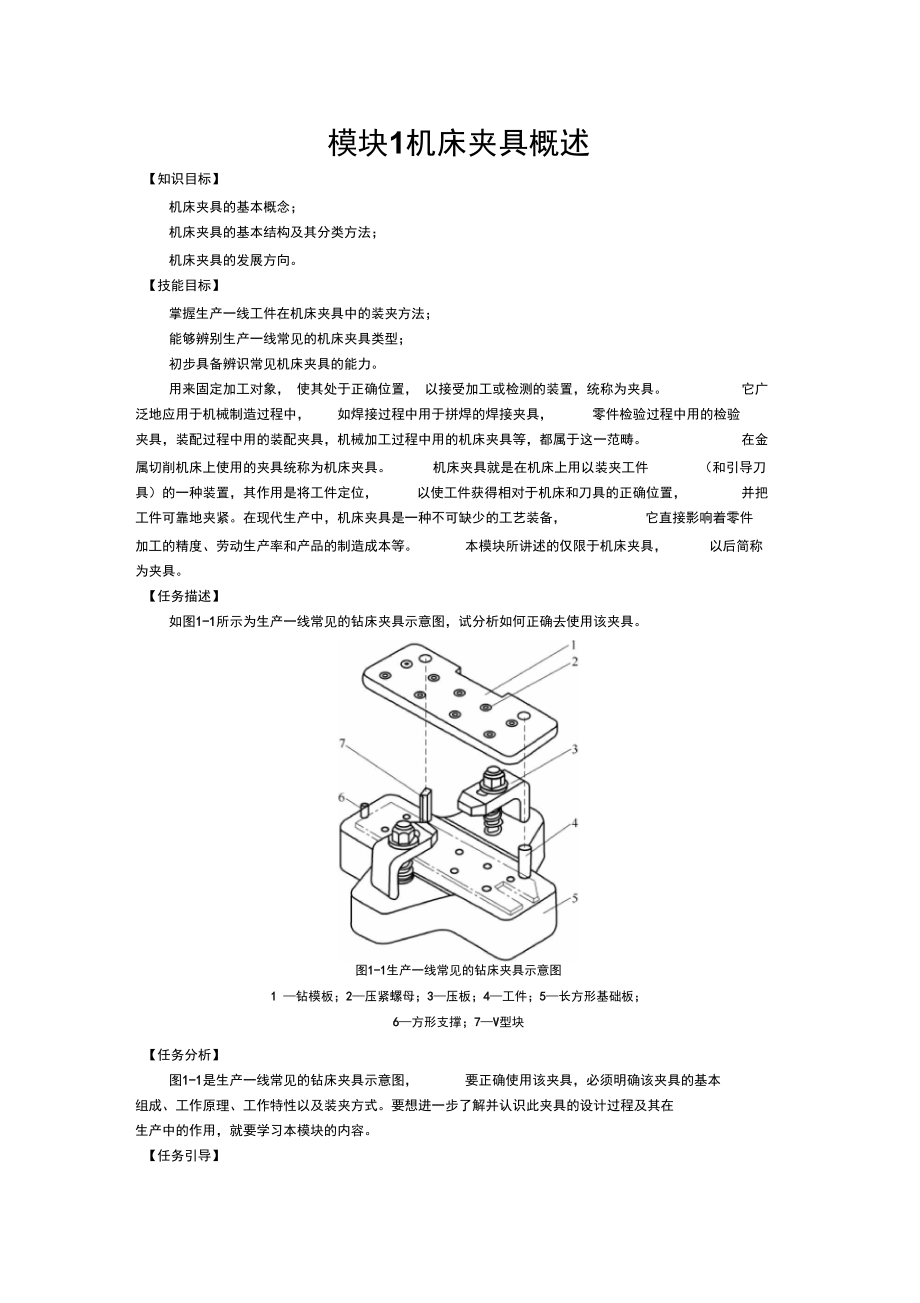
2����、和刀具的正確位置,并把工件可靠地夾緊���。在現(xiàn)代生產(chǎn)中����,機(jī)床夾具是一種不可缺少的工藝裝備�����,它直接影響著零件加工的精度��、勞動(dòng)生產(chǎn)率和產(chǎn)品的制造成本等����。本模塊所講述的僅限于機(jī)床夾具,以后簡稱為夾具���?��!救蝿?wù)描述】如圖1-1所示為生產(chǎn)一線常見的鉆床夾具示意圖,試分析如何正確去使用該夾具����。圖1-1生產(chǎn)一線常見的鉆床夾具示意圖1 鉆模板;2壓緊螺母�;3壓板;4工件��;5長方形基礎(chǔ)板���;6方形支撐�;7V型塊【任務(wù)分析】圖1-1是生產(chǎn)一線常見的鉆床夾具示意圖�����,要正確使用該夾具�����,必須明確該夾具的基本組成、工作原理�、工作特性以及裝夾方式。要想進(jìn)一步了解并認(rèn)識此夾具的設(shè)計(jì)過程及其在 生產(chǎn)中的作用��,就要學(xué)習(xí)本模塊的內(nèi)容�。【任
3�、務(wù)引導(dǎo)】(1)該鉆床夾具在生產(chǎn)中有什么作用?(2)該鉆床夾具作為機(jī)床夾具的典型代表��,其基本組成是什么�?(3) 便于認(rèn)識和更好的使用機(jī)床夾具,如何對機(jī)床的夾具進(jìn)行分類�?(4) 生產(chǎn)一線對機(jī)床夾具還有什么新的要求?(5) 在生產(chǎn)實(shí)習(xí)時(shí)�����,應(yīng)對常見機(jī)床夾具的基本結(jié)構(gòu)及其分析有所認(rèn)識����?���!局R準(zhǔn)備】學(xué)習(xí)情境1.1機(jī)床夾具111機(jī)床夾具的基本概念工件在機(jī)床上進(jìn)行加工時(shí)�����,為了保證其精度要求����, 工件的加工表面與刀具之間必須保持一定的位置關(guān)系���。機(jī)床夾具就是機(jī)床上用以裝夾工件和引導(dǎo)刀具的一種裝置�����。其作用是將工件定位���,以使工件獲得相對于機(jī)床和刀具的正確位置,并把工件可靠地夾緊���。因此�,工件必須借助于夾具占有正確位置��。夾
4����、具是指夾持工件的工具����,如卡盤��、頂尖�����、 平口鉗等�。刀具也必須借助于輔具使其保持一定位置。輔具是指夾持刀具的工具��,如鉆夾頭����、絲錐夾頭及刀夾等,如圖 1-2所示為絲錐夾頭�����。圖1-2絲錐夾頭112機(jī)床夾具在機(jī)械加工中的作用在機(jī)械加工中��,工件通過定位元件在夾具中占有正確的位置,工件和夾具通過連接元件在機(jī)床上占有正確位置����, 工件和夾具通過對刀元件相對于刀具占有正確位置�,從而保證了工件相對于機(jī)床位置正確、工件相對于刀具位置正確�����,最終保證工件的加工要求����。因此,機(jī)床夾具在機(jī)械加工中應(yīng)具有以下作用:1. 能穩(wěn)定地保證工件的加工精度使用機(jī)床夾具來對工件定位���,可以準(zhǔn)確地確定工件與機(jī)床����、刀具之間的相互位置���。工件的位置精
5����、度完全由夾具保證,不受工人技術(shù)水平的影響���,使一批工件的加工精度趨于一致��, 保證工件加工精度高且穩(wěn)定�。2. 能減少輔助工時(shí)���,提高勞動(dòng)生產(chǎn)率由于機(jī)床夾具的存在����,無需找正便能使工件迅速地定位和夾緊�����,顯著地減少了輔助工時(shí)�����;用夾具裝夾工件提高了工件的剛性��,因此�,可增大切削用量; 可以使用多件���、多工位夾具裝夾工件����,并采用高效夾緊機(jī)構(gòu),這些因素均有利于提高勞動(dòng)生產(chǎn)率���。另外,采用夾具后�,產(chǎn) 品質(zhì)量穩(wěn)定,廢品率下降��,可以安排技術(shù)等級較低的工人���,明顯降低了生產(chǎn)成本�����。3. 能擴(kuò)大機(jī)床的使用范圍�����,實(shí)現(xiàn)“一機(jī)多能”根據(jù)加工機(jī)床的成形運(yùn)動(dòng)����, 附以不同類型的夾具,即可擴(kuò)大機(jī)床原有的工藝范圍����。 例如, 在車床的溜板上或搖臂鉆
6��、床工作臺上裝上鏜模����,就可以進(jìn)行箱體零件的鏜孔加工了。4. 能減輕工人的勞動(dòng)強(qiáng)度用夾具裝夾工件方便��、快速�,當(dāng)采用液壓、氣動(dòng)等夾緊裝置時(shí)����,可減輕工人的勞動(dòng)強(qiáng)度。學(xué)習(xí)情境12機(jī)床夾具的分類及組成機(jī)床夾具的分類在現(xiàn)代生產(chǎn)中����,機(jī)床夾具是一種不可缺少的工藝裝備,它直接影響著工件加工的精度���、 勞動(dòng)生產(chǎn)率和產(chǎn)品的制造成本等��。機(jī)床夾具的種類繁多�����,可以從不同的角度對它進(jìn)行分類����。 常用的分類方法有以下幾種:1. 按使用范圍分根據(jù)夾具在不同生產(chǎn)類型中的通用特性,按使用范圍分���,機(jī)床夾具可分為通用夾具、專用夾具�、可調(diào)夾具、組合夾具和隨行夾具五大類���。1)通用夾具通用夾具是指已經(jīng)標(biāo)準(zhǔn)化了的夾具�����,適用于不同工件的裝夾���。如三爪卡
7、盤���、四爪卡盤����、 平口鉗、分度頭和回轉(zhuǎn)工作臺等�����,如圖1-3所示�,這些夾具已經(jīng)作為機(jī)床附件,可以充分發(fā)揮機(jī)床的使用性能����。 因此,通用夾具使用范圍廣泛����,無論是大批大量生產(chǎn),還是單件小批量生產(chǎn)都廣泛地使用通用夾具�。(a)三爪卡盤(b)四爪卡盤(c)平口鉗(c)分度頭(d)回轉(zhuǎn)工作臺 圖1-3常見通用夾具2)專用夾具專用夾具是指為加工某一零件、某一道工序?qū)iT設(shè)計(jì)的夾具�����。該夾具結(jié)構(gòu)緊湊�,針對性強(qiáng)����,使用方便��,但設(shè)計(jì)制造周期長��,制造費(fèi)用高����,需要庫房保存。當(dāng)產(chǎn)品變更時(shí)��,專用夾具 常會(huì)因無法再用而“報(bào)廢”���。因此,專用夾具只用在成批和大量生產(chǎn)中���。3)可調(diào)夾具可調(diào)夾具是把通用夾具和專用夾具相結(jié)合�����,通過少量零件的調(diào)整���、
8�����、更換以適應(yīng)某些零件加工的夾具����。根據(jù)加工范圍的寬窄����,可調(diào)夾具可分為以下兩種類型:(1)通用可調(diào)夾具通用可調(diào)夾具指經(jīng)調(diào)整、更換某些元件后可獲得較寬加工范圍的可 調(diào)夾具��。(2)專用可調(diào)夾具�����。專用可調(diào)夾具又稱為成組夾具��,是指經(jīng)調(diào)整����、更換某些元件后其 加工范圍較窄的可調(diào)夾具。它是專門為成組加工工藝中某一組零件而設(shè)計(jì)制造的�。可調(diào)夾具在多品種,中�����、小批工件的生產(chǎn)中被廣泛采用�。【小提示】可調(diào)夾具是由基本部分和可調(diào)部分組成的�����?;静糠旨赐ㄓ貌糠郑?夾具體���、動(dòng)力裝置和操縱機(jī)構(gòu)���;可調(diào)部分即專用部分,是為某些工件或某族工件專門設(shè)計(jì) 的����,它包括定位元件�、夾緊元件和導(dǎo)向元件等。4)組合夾具組合夾具是指按某一工件的某
9��、道工序的加工要求�,由一套事先準(zhǔn)備好的通用標(biāo)準(zhǔn)元件和組件組合而成的夾具���。標(biāo)準(zhǔn)元件包括基礎(chǔ)件、支承元件��、定位元件�、導(dǎo)向元件、夾緊元件�、 緊固元件、輔助元件和組件八類���。如圖1-4所示�,這些元件相互配合部分尺寸精度高�����、硬度高及耐磨性好�����,并有互換性�����。用這些元件組裝的夾具用完之后可以拆卸存放,重新組裝新夾具時(shí)可再次使用�����。采用組合夾具可減輕專用夾具設(shè)計(jì)和制造的工作量�����,縮短生產(chǎn)準(zhǔn)備周期��, 具有靈活多變�、重復(fù)使用的特點(diǎn),因此��,在多品種���、單件小批量生產(chǎn)及新產(chǎn)品試制中使用���。圖1-4組合夾具5)隨行夾具隨行夾具是適用于自動(dòng)線上的一種移動(dòng)式夾具。工件安裝在隨行夾具上�����, 隨行夾具由自動(dòng)線運(yùn)輸裝置從一個(gè)工序運(yùn)送到另一個(gè)工序
10���、�����,完成全部工序的加工����。隨行夾具用于形狀復(fù)雜且不規(guī)則�、又無良好輸送基面的工件中。一些有色金屬的工件����,雖具有良好的輸送基面,為了保護(hù)基面避免劃傷��,也采用隨行夾具���。2. 按使用機(jī)床的類型分按使用機(jī)床的類型分��,機(jī)床夾具可分為鉆床夾具��、銃床夾具����、車床夾具、磨床夾具�、鏜 床夾具、齒輪機(jī)床夾具等�。如圖1-5所示為鉆銃床夾具。圖1-5鉆銃床夾具3. 按夾緊動(dòng)力源分按夾緊動(dòng)力源分�,機(jī)床夾具可分為手動(dòng)夾具、電磁夾具�、液壓夾具及氣動(dòng)夾具等。1 )手動(dòng)夾具手動(dòng)夾具是指以人力將工件定位和夾緊的夾具�。如圖1-6所示為手動(dòng)虎鉗夾具。圖1-6快速虎鉗手動(dòng)夾具2)電磁夾具電磁夾具是指采用最新稀土永磁材料���,應(yīng)用現(xiàn)代磁路原理設(shè)計(jì)的
11���、新型夾具,其夾緊力可達(dá)15kgf/cm����,可用于黑色金屬的各種切削加工,裝夾方便并能充分暴露表面���。如圖1-7所示為電磁吸盤夾具�,它主要用于平面磨床和數(shù)控加工中心���。如圖1-8所示為電磁吸盤夾具在數(shù)控加工中心的應(yīng)用�����。圖1-7電磁吸盤夾具圖1-8電磁吸盤夾具在數(shù)控加工中心的應(yīng)用3)液壓夾具液壓夾具是以液體壓力將工件定位和夾緊的夾具���,如圖1-9所示。圖1-9液壓夾具液壓夾具主要用于大批量高精度產(chǎn)品的加工�,它的主要特點(diǎn)是定位精度高,夾緊穩(wěn)定可靠���,夾緊釋放工件時(shí)間短�,可縮短加工輔助時(shí)間�����,減少人為因素�,提高機(jī)床效率。如圖1-10所示液壓夾具的應(yīng)用��。圖1-10液壓夾具的應(yīng)用4)氣動(dòng)夾具氣動(dòng)夾具是用液壓�、氣動(dòng)元件
12、代替機(jī)械零件實(shí)現(xiàn)對工件的定位�����、支撐與夾緊的專用夾具,它主要在高效率、大批量�、高精度的生產(chǎn)加工中使用,如圖1-11所示���。圖1-11氣動(dòng)夾具機(jī)床夾具的組成機(jī)床夾具的種類和結(jié)構(gòu)繁多���,但它們一般是由定位元件、夾緊裝置����、對刀或?qū)蛟?連接元件、其他裝置或元件以及夾具體等部分組成�,為了更好理解機(jī)床夾具的基本組成,下面以鉆床夾具為例來說明��?��!鞠嚓P(guān)舉例】例1-1如圖1-12所示為鉆6H9mm徑向孔的鉆床夾具����。試分析該夾具的基本組成及各 組成部分的作用�。圖1-12鉆6H9徑向孔的鉆床夾具1快換鉆套����;2 襯套��;3 鉆模板��;4開口墊圈���;5螺母;6定位銷��;7夾具體分析如下:本工序(工藝過程的基本單元)要求在軸套零
13�、件上按尺寸6H9加工,并保證所鉆孔的軸線與工件內(nèi)孔的中心線垂直相交�。工件分別以內(nèi)孔及端面在定位銷6及其端面支承上定位,用開口墊圈4和螺母5夾緊工件��;快換鉆套1用來導(dǎo)引鉆頭����,所有的元件和裝置都在夾具體7上。夾具在立式鉆床上的位置�,可通過先找正主軸上裝夾的鉆頭與鉆套的位置,然后把其緊固在工作臺上�。例1-2如圖1-13所示為銃銷軸端槽的夾具�。試分析該夾具的基本組成及各組成部分的 作用�����。圖1-13銑銷軸端槽的夾具1 V形塊�;2 定位套;3手柄��;4定位鍵�;5 夾具體;6對刀塊分析如下:本工序要求保證槽寬�����、槽深和槽兩側(cè)面對軸心線的對稱度����。工件分別以外圓和一端面在V形塊1和定位套2上定位,轉(zhuǎn)動(dòng)手柄3,偏心輪
14�����、推動(dòng)活動(dòng) V形塊夾緊工件����。夾具以夾具體 5的底面及安裝在夾具體上的兩個(gè)定位鍵4與銃床工作臺面�����、T形槽配合�,并固定在機(jī)床工作臺面上����。這樣夾具相對于機(jī)床占有確定的位置,然后通過對刀塊6及塞尺調(diào)整刀具位置���,使刀具相對于夾具占有確定的位置。所有的元件和裝置都裝在夾具體5上����。一般的專用夾具由以下幾部分組成:1. 定位元件定位元件是用來確定工件在夾具中位置的元件,見圖1-12中的定位銷6��,以及圖1-13中的V形塊1和定位套2��。2. 夾緊裝置夾緊裝置是用來夾緊工件����,使其保持在正確的定位位置上的裝置,見圖1-12中的開口墊圈4和螺母5,以及圖1-13中的V形塊1和手柄3�����。3. 對刀或?qū)蛟Φ痘驅(qū)蛟怯?/p>
15��、來確定刀具位置或引導(dǎo)刀具方向的元件���,用于確定刀具在加工前正確位置的元件稱為對刀元件�����,見圖1-13中的對刀塊6;用于確定刀具位置并引導(dǎo)刀具進(jìn)行加工的元件稱為導(dǎo)向元件�,見圖1-12中的快換鉆套I����。4. 連接兀件連接元件是用來確定夾具和機(jī)床之間正確位置的元件,見圖1-13中的定位鍵4�。5. 其他裝置或元件其他裝置和元件如分度裝置、為便于卸下工件而設(shè)置的頂出器��、動(dòng)力裝置的操作系統(tǒng)����、 夾具起吊和搬運(yùn)用的起重螺栓和起重吊環(huán)等。6. 夾具體夾具體是將上述裝置和元件連成整體的基礎(chǔ)件,見圖1-12中的夾具體7和圖1-13中的夾具體5����。【小提示】若需加工按一定規(guī)律分布的多個(gè)表面��,常設(shè)置分度裝置���;為了能方便��、準(zhǔn) 確
16��、地定位�����,常設(shè)置預(yù)定位裝置;對于大型夾具常設(shè)置吊裝元件等���?���!局R拓展】機(jī)床夾具各組成部分的關(guān)系機(jī)床夾具的各部分之間既相互獨(dú)立又相互聯(lián)系���。為了更好理解機(jī)床夾具各組成部分的關(guān)系��,圖示加以說明��。如圖1-14所示可以看到被加工件通過夾緊裝置進(jìn)行固定的�����,整個(gè)夾具體通過連接元件與機(jī)床工作臺連接���,加工過程中��,刀具通過對刀或?qū)蛟M(jìn)行準(zhǔn)確定位�。 因此�,機(jī)床夾具的各部分之間既相互獨(dú)立又相互聯(lián)系。圖1-14夾具的組成及各組成部分與機(jī)床工件刀具的相互關(guān)系學(xué)習(xí)情境1.3工件在機(jī)床中的裝夾方法工件裝夾的概念工件在開始加工前��,首先必須使工件在機(jī)床上或夾具中占有某一正確的位置�,這個(gè)過程稱為定位。為了使定位好的工件在切削力的
17����、作用下不發(fā)生位移,使其在加工過程始終保持正確的位置�����,還需將工件壓緊夾牢,這個(gè)過程稱為夾緊�。定位和夾緊的整個(gè)過程合起來稱為裝 夾。工件的裝夾不僅影響加工質(zhì)量���,而且對生產(chǎn)率���、加工成本及操作安全都有直接影響。找正裝夾方式1.直接找正安裝直接找正安裝是用劃針或百分表等直接在機(jī)床上找正工件的位置�,如圖1-15( a)所示為在磨床上磨削一個(gè)與外圓表面有同軸度要求的內(nèi)孔,加工前將工件裝在四爪盤上��,用百分表直接找正外圓���,使工件獲得正確的位置��。又如圖1-15(b)所示為在牛頭刨床上加工一個(gè)與工件底面����、右側(cè)面有平行度要求的槽��,用百分表找正工件的右側(cè)面�����,可確定工件的位置�, 而槽與底面的平行度則由機(jī)床的幾何精度來保證
18、����。(a)( b)圖1-15直接找正安裝直接找正安裝的精度和工作效率,取決于要求的找正精度���、所采用的找正方法��、所使用的找正工具和工人的技術(shù)水平���。此法的缺點(diǎn)是費(fèi)時(shí)較多,因此�����,一般只適用于工件批量用夾具不經(jīng)濟(jì)或工件定位精度要求特別高�����,采用專用夾具也不能保證��,只能用精密量具直接找正定位的場合?!拘√崾尽恐苯诱艺ㄉa(chǎn)率低,對工人技術(shù)水平要求高���,一般用于單件����、小批量生 產(chǎn)中�。2. 劃線找正安裝對形狀復(fù)雜的工件,因毛坯精度不易保證��, 若用直接找正很難使工件上各個(gè)加工面都有足夠和比較均勻的加工余量����。若先在毛坯上劃線, 然后按照所劃的線來找正安裝����,則能較好地解決這些矛盾。如圖 1-16所示����,此方法要增加劃線工
19、序�,定位精度也不高。因此����,多用 于批量小、零件形狀復(fù)雜���、毛坯制造精度較低的場合�����,以及大型鑄件和鍛件等不宜使用專用 夾具的粗加工中��。圖1-16劃線找正安裝【小提示】劃線找正法生產(chǎn)率低�,精底低���,且對工人技術(shù)水平要求高�,一般用于單件�、 小批量生產(chǎn)中加工復(fù)雜而笨重零件,或毛坯尺寸公差大而無法直接用夾具裝夾的場合�。夾具裝夾方式用專用夾具安裝可使工件在夾具中定位并夾緊,不需要進(jìn)行找正�。此方法安裝精度較高,而且裝卸方便,可以節(jié)省大量輔助時(shí)間��。但制造專用夾具成本高,周期長��,因此�����,適用于成 批和大量生產(chǎn)���。為了更好理解夾具裝夾方式��,以鉆后蓋零件上孔的加工找正為例來說明夾具裝夾方式����?����!拘√崾尽坑脢A具裝夾工件生產(chǎn)率高
20���、��,定位精度高�����,但需要設(shè)計(jì)���、制造專用夾具?��!鞠嚓P(guān)舉例】例1-3如圖1-17所示��,成批生產(chǎn)中�,鉆后蓋零件上10mm的孔��。保證10mm孔的中心線距后蓋零件后端面的距離為(18 0.1) mm, 10mm孔的中心線與 30mm孔的中心線垂試分析該零件在鉆床直��,10mm孔的中心線與其下面的 *5.8mm孔的中心線在同一平面上���。夾具上的裝夾過程��。圖1-17鉆后蓋零件上10mm的孔分析如下:加工10mm孔的鉆床夾具示意圖如圖1-18所示��。10mm孔徑尺寸由刀具 (鉆頭)自身的尺寸保證�,10mm孔的中心線距后蓋零件后端面的距離(18 0.1)mm由支承板4保證,10mm孔的中心線與 30mm孔的中心線垂直由鉆
21���、套 1和圓柱銷5共同保證��,10mm孔的中心線與其下面的 5.8mm孔的中心線在同一平面上由菱形銷9保證���。加工時(shí)�,擰緊螺母 7以實(shí)現(xiàn)定位����;松開螺母 7,拿開開口墊圈6以實(shí)現(xiàn)快速更換工件。圖1-18加工10mm孔的鉆床夾具示意圖1鉆套�����;2 鉆模板����;3夾具體;4支承板��;5圓柱銷��;6開口墊圈����;7 螺母���;8螺桿;9菱形銷通過例題1-3���,我們不難看出使用專用夾具裝夾工件有如下優(yōu)點(diǎn):(1)保證工件加工精度��。使用專用夾具裝夾工件時(shí)�����,工件相對于刀具及機(jī)床的位置精 度由專用夾具保證,不受工人技術(shù)水平的影響����,使一批工件的加工精度趨于一致。(2)提高勞動(dòng)生產(chǎn)率���。使用專用夾具裝夾工件方便��、快速���,工件不需要?jiǎng)澗€找正,可顯
22��、著地減少輔助工時(shí),提高勞動(dòng)生產(chǎn)率�����;工件在專用夾具中裝夾后提高了工件的剛性�����, 因此, 可增大切削用量�����,提高勞動(dòng)生產(chǎn)率�; 可使用多件、多工位裝夾工件的夾具�����,并可采用高效夾 緊機(jī)構(gòu)����,進(jìn)一步提高勞動(dòng)生產(chǎn)率。(3)擴(kuò)大機(jī)床的使用范圍�����。在通用機(jī)床上采用專用夾具可以擴(kuò)大機(jī)床的工藝范圍,充分發(fā)揮機(jī)床的潛力�, 達(dá)到一機(jī)多用的目的。 例如�����,使用專用夾具可以在普通車床上很方便地 加工小型殼體類工件��,甚至在車床上拉出油槽���,減少了昂貴的專用機(jī)床�,降低了成本��。這對中�����、小型工廠尤為重要�。(4)改善了操作者的勞動(dòng)條件��。由于液壓����、氣動(dòng)��、電磁等動(dòng)力源在夾具中的應(yīng)用��,一 方面減輕了工人的勞動(dòng)強(qiáng)度�����,另一方面也保證了夾緊工件的可靠性�,
23��、并能實(shí)現(xiàn)機(jī)床的互鎖����, 避免事故,保證了操作者和機(jī)床設(shè)備的安全��。(5)降低了成本��。在批量生產(chǎn)中使用專用夾具后�,由于勞動(dòng)生產(chǎn)率的提高、使用技術(shù)等級較低的工人以及廢品率下降等原因�����,明顯地降低了生產(chǎn)成本����。專用夾具制造成本分?jǐn)傇谝慌ぜ?�,每個(gè)工件增加的成本是極少的�。工件批量越大��,使用專用夾具所取得的經(jīng)濟(jì)效益就越顯著����。【小提示】專用夾具也有其弊端�����,如設(shè)計(jì)制造周期長�;因工件直接裝在夾具體中,不 需要找正工序���,因此,對毛坯質(zhì)量要求較高�����;所以專用夾具主要適用于生產(chǎn)批量較大��,產(chǎn) 品品種相對穩(wěn)定的場合。學(xué)習(xí)情境1.4機(jī)床夾具的現(xiàn)狀與發(fā)展趨勢機(jī)床夾具的現(xiàn)狀機(jī)床夾具最早出現(xiàn)在 18世紀(jì)后期�����。隨著科學(xué)技術(shù)的不斷進(jìn)步�����,機(jī)
24�����、床夾具已從一種輔助 工具發(fā)展成為門類齊全的工藝裝備���。國際生產(chǎn)研究協(xié)會(huì)的統(tǒng)計(jì)表明���,目前中、小批量多品種生產(chǎn)的工件已占工件種類總數(shù)的85左右�。 現(xiàn)代生產(chǎn)要求企業(yè)所制造的產(chǎn)品經(jīng)常更新?lián)Q代,以適應(yīng)市場的需求與競爭�。 然而,一般企業(yè)都仍習(xí)慣于大量采用傳統(tǒng)的專用夾具��, 一般在具有中等生產(chǎn)能力的工廠里����, 約擁有 數(shù)千甚至近萬套專用夾具��;另一方面�,在多品種生產(chǎn)的企業(yè)中��,每隔 34 年就要更新 50 80左右的專用夾具��,而夾具的實(shí)際磨損量僅為10 20左右���。特別是近年來�����,數(shù)控機(jī)床��、加工中心����、成組技術(shù)��、柔性制造系統(tǒng)(FMS )等新加工技術(shù)的應(yīng)用�����,對機(jī)床夾具提出了如下新的要求:(1)能迅速而方便地裝備新產(chǎn)品的投產(chǎn)����,
25、以縮短生產(chǎn)準(zhǔn)備周期�����,降低生產(chǎn)成本����。( 2)能裝夾一組具有相似性特征的工件。(3)能適用于精密加工的高精度機(jī)床夾具����。(4)能適用于各種現(xiàn)代化制造技術(shù)的新型機(jī)床夾具。(5)采用以液壓站等為動(dòng)力源的高效夾緊裝置�����,以進(jìn)一步減輕勞動(dòng)強(qiáng)度和提高勞動(dòng)生產(chǎn)率���。(6)提高機(jī)床夾具的標(biāo)準(zhǔn)化程度�。1.4.2 機(jī)床夾具的發(fā)展趨勢機(jī)床夾具的發(fā)展趨勢主要表現(xiàn)為標(biāo)準(zhǔn)化、精密化����、高效化和柔性化等四個(gè)方面。1.標(biāo)準(zhǔn)化 機(jī)床夾具的標(biāo)準(zhǔn)化與通用化是相互聯(lián)系的兩個(gè)方面��。 目前我國已有機(jī)床夾具零件及部件 技術(shù)要求的行業(yè)標(biāo)準(zhǔn)( JB/T8044 1999)及各類通用夾具�����、組合夾具的標(biāo)準(zhǔn)等���。機(jī)床夾具的 標(biāo)準(zhǔn)化有利于夾具的商品化生產(chǎn)�,有利于
26�����、縮短生產(chǎn)準(zhǔn)備周期���,降低生產(chǎn)總成本��。2.精密化 隨著機(jī)械產(chǎn)品精度的日益提高���, 勢必相應(yīng)提高了對夾具的精度要求���。 精密化夾具的結(jié)構(gòu) 類型很多���,例如����,用于精密分度的多齒盤����,其分度精度可達(dá)0.1 ;用于精密車削的高精度三爪自定心卡盤���,其定心精度為5呵����。3.高效化 高效化夾具主要用來減少工件加工的基本時(shí)間和輔助時(shí)間����, 以提高勞動(dòng)生產(chǎn)率, 減輕工 人的勞動(dòng)強(qiáng)度���。常見的高效化夾具有自動(dòng)化夾具����、高速化夾具和具有夾緊力裝置的夾具等。例如���, 在銑床上使用電動(dòng)虎鉗裝夾工件��, 效率可提高 5 倍左右��; 在車床上使用高速三爪自定 心卡盤���,可保證卡爪在試驗(yàn)轉(zhuǎn)速為 9000r/min 的條件下仍能牢固地夾緊工件,從而使切削
27���、速 度大幅度提高��。目前���,除了在生產(chǎn)流水線、自動(dòng)線配置相應(yīng)的高效�、自動(dòng)化夾具外,在數(shù)控 機(jī)床上��, 尤其在加工中心上出現(xiàn)了各種自動(dòng)裝夾工件的夾具以及自動(dòng)更換夾具的裝置����,充分發(fā)揮了數(shù)控機(jī)床的效率���。4.柔性化 一般機(jī)械制造裝備的柔性化有兩重含義,即產(chǎn)品結(jié)構(gòu)柔性化和功能柔性化����。1)產(chǎn)品結(jié)構(gòu)柔性化 產(chǎn)品結(jié)構(gòu)柔性化是指產(chǎn)品設(shè)計(jì)時(shí)采用模塊化設(shè)計(jì)方法和機(jī)電一體化技術(shù)����, 只需對結(jié)構(gòu)做 少量的重組和修改, 或修改軟件��, 就可以快速推出滿足市場需求的��、 具有不同功能的新產(chǎn)品��。2)功能柔性化 功能柔性化是指只需進(jìn)行少量的調(diào)整或修改軟件���, 就可以方便地改變產(chǎn)品或系統(tǒng)的運(yùn)行功能����, 以滿足不同的加工需要����。 如數(shù)控機(jī)床���、 柔性
28、制造單元或系統(tǒng)具有較高的功能柔性化程 度��。柔性制造系統(tǒng)中�,不同工件可以同時(shí)上線,實(shí)現(xiàn)混流加工���。這里所講的機(jī)床夾具柔性化主要是指機(jī)床夾具的結(jié)構(gòu)柔性化���。 即指機(jī)床夾具設(shè)計(jì)時(shí)采用 可調(diào)或成組技術(shù)和計(jì)算機(jī)軟件技術(shù)(系統(tǒng) ),只需對結(jié)構(gòu)做少量的重組�、調(diào)整和修改,或修改軟件�,就可以快速地推出滿足不同工件或相同工件的相似工序加工要求的夾具?��?烧{(diào)夾具���、成組夾具、組合夾具由于其柔性較好����, 為企業(yè)在保證產(chǎn)品質(zhì)量�����、滿足用戶的 不同要求��、大大縮短生產(chǎn)周期需要的同時(shí)�����, 從單一品種的生產(chǎn)成為多品種、 小批量生產(chǎn)的需 要�����,近年來得到快速發(fā)展����。尤其是可調(diào)整機(jī)床夾具逐步成為機(jī)床夾具設(shè)計(jì)中的一個(gè)發(fā)展趨勢。隨行夾具由于其特有的適用
29����、于自動(dòng)線或柔性制造系統(tǒng)的功用,因此�,成為整個(gè)柔性制造系統(tǒng)發(fā)展中的一個(gè)研究內(nèi)容��。機(jī)床夾具的柔性化與機(jī)床的柔性化相似����,它是指機(jī)床夾具通過調(diào)整����、組合等方式,以適應(yīng)工藝可變因素的能力�����。工藝的可變因素主要有:工序特征��、生產(chǎn)批量��、工件的形狀和尺寸 等��。具有柔性化特征的新型夾具種類主要有:組合夾具����、通用可調(diào)夾具、成組夾具�、模塊化 夾具、數(shù)控夾具等。為適應(yīng)現(xiàn)代機(jī)械工業(yè)多品種���,中���、小批量生產(chǎn)的需要,擴(kuò)大機(jī)床夾具的 柔性化程度��,改變專用夾具的不可拆結(jié)構(gòu)為可拆結(jié)構(gòu)���,發(fā)展可調(diào)夾具結(jié)構(gòu)����, 將是當(dāng)前機(jī)床夾具發(fā)展的主要方向�。學(xué)習(xí)情境1.5本課程研究的內(nèi)容、性質(zhì)及任務(wù)機(jī)床夾具設(shè)計(jì)是高等職業(yè)院校機(jī)械類專業(yè)的必修課���。在教學(xué)培養(yǎng)計(jì)
30、劃中一般作為主要的專業(yè)課�����,總是安排在學(xué)生畢業(yè)前的12個(gè)學(xué)期開設(shè)����。此前開設(shè)的基礎(chǔ)課程和專業(yè)技術(shù)課程都將直接在本門課程中得到應(yīng)用�,機(jī)床夾具也是學(xué)生畢業(yè)設(shè)計(jì)的主要課題�,是體現(xiàn)學(xué)生專業(yè)能力的重要課程,在機(jī)制專業(yè)的課程設(shè)置中占有重要的地位����。課程內(nèi)容本書涵蓋以下幾方面內(nèi)容:(1) 機(jī)床夾具的基本概念,包括:機(jī)床夾具的分類及組成�、工件在機(jī)床夾具中的定位 以及機(jī)床夾具現(xiàn)狀與發(fā)展趨勢。(2) 工件在夾具中的定位基準(zhǔn)的概念���,定位的基本原理����,定位單個(gè)典型表面的定位元 件�,組合定位中各定位元件限制自由度分析,定位誤差的分析計(jì)算��。(3) 夾緊裝置的組成和基本要求�,設(shè)計(jì)夾緊裝置的基本準(zhǔn)則,常見的典型夾緊機(jī)構(gòu)包 括:鉸鏈夾
31��、緊機(jī)構(gòu)����、聯(lián)動(dòng)夾緊機(jī)構(gòu)及定心夾緊機(jī)構(gòu)等��。(4) 典型機(jī)床夾具包括:車床夾具����、銃床夾具�����、鉆床夾具�、鏜床夾具。(5) 專用夾具的設(shè)計(jì)方法包括:夾具設(shè)計(jì)的要求��、方法和設(shè)計(jì)步驟���、夾具總裝配圖上 尺寸����、公差配合與技術(shù)要求的標(biāo)注及夾具的制造等特點(diǎn)�。(6) 現(xiàn)代機(jī)床夾具包括:隨行夾具��、通用可調(diào)夾具��、成組夾具、組合夾具及數(shù)控機(jī)床 夾具等�。課程性質(zhì)及任務(wù)按照機(jī)床夾具設(shè)計(jì)課程教學(xué)的基本要求,這是最后一個(gè)重要的教學(xué)環(huán)節(jié)�����,也是對學(xué)生進(jìn)行一次較全面的設(shè)計(jì)能力的訓(xùn)練�����。該課程的任務(wù)包括以下幾個(gè)方面:(1) 綜合運(yùn)用機(jī)械制造技術(shù)及其他有關(guān)先修課程�����,如機(jī)械制圖���、公差配合與測量 技術(shù)�、金屬材料與熱處理��、工程力學(xué)等的理論和生產(chǎn)實(shí)際知識進(jìn)行機(jī)床夾具設(shè)計(jì)訓(xùn)練�����,使理論和實(shí)際結(jié)合起來�,使這些知識得到進(jìn)一步鞏固���、加深和拓展。(2) 學(xué)習(xí)和理解機(jī)床夾具設(shè)計(jì)的一般步驟和方法���,培養(yǎng)設(shè)計(jì)能力和解決實(shí)際問題的能 力�。(3) 進(jìn)行機(jī)床夾具設(shè)計(jì)基本技能的訓(xùn)練��,對計(jì)算����、制圖、運(yùn)用設(shè)計(jì)資料(如手冊��、圖 冊����、技術(shù)標(biāo)準(zhǔn)、規(guī)范等)以及進(jìn)行經(jīng)驗(yàn)估算等基本技能得到一次綜合訓(xùn)練����,提高技能水平?�!厩榫澳M】如圖1-19所示為加工墊片上 300mm孔的零件圖����,請同學(xué)們應(yīng)用本模塊所學(xué)過的知識,從機(jī)床夾具應(yīng)用的角度出發(fā)��,構(gòu)建該零件上孔的加工機(jī)床夾具基本框架方案���?��!拘√崾尽靠梢詮臋C(jī)床夾具的類型、孔類夾具的基本組成�、機(jī)床夾具的找正方法等方 面考慮。
 《機(jī)床夾具設(shè)計(jì)》機(jī)床夾具概述
《機(jī)床夾具設(shè)計(jì)》機(jī)床夾具概述