《設(shè)計(jì)如下圖所示及調(diào)整偏心軸零件及機(jī)械加工工藝規(guī)程》由會(huì)員分享�����,可在線閱讀���,更多相關(guān)《設(shè)計(jì)如下圖所示及調(diào)整偏心軸零件及機(jī)械加工工藝規(guī)程(4頁珍藏版)》請?jiān)谘b配圖網(wǎng)上搜索。
1�、設(shè)計(jì)如下圖所示的調(diào)整偏心軸零件的機(jī)械加工工藝規(guī)程
設(shè)計(jì)內(nèi)容
1、零件——毛坯合圖:1張
2��、機(jī)械加工工藝規(guī)程圖:1套
3����、課程設(shè)計(jì)說明書:1份
1.1零件的圖樣分析
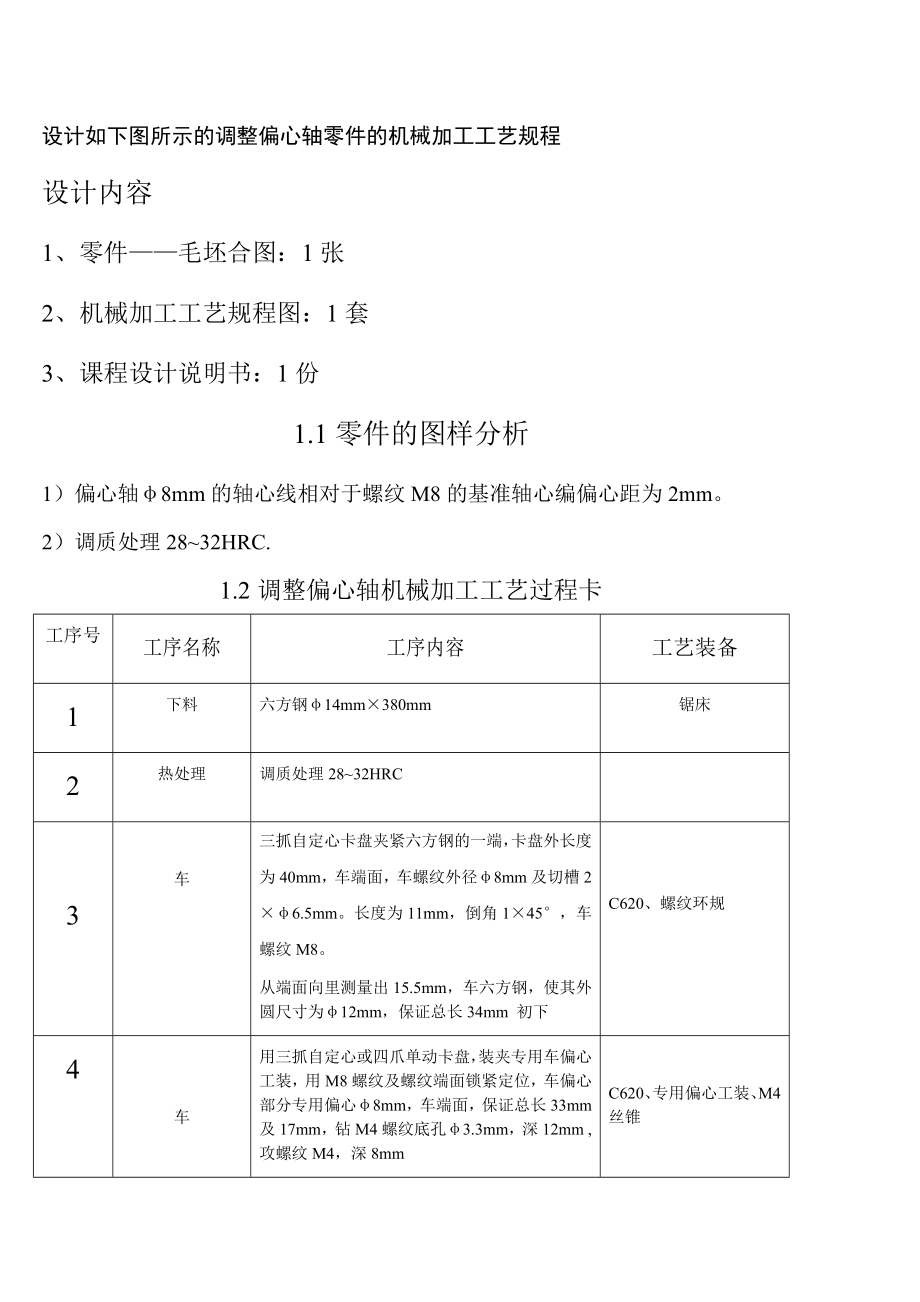
1)偏心軸φ8mm的軸心線相對于螺紋M8的基準(zhǔn)軸心編偏心距為2mm���。
2)調(diào)質(zhì)處理28~32HRC.
1.2調(diào)整偏心軸機(jī)械加工工藝過程卡
工序號
工序名稱
工序內(nèi)容
工藝裝備
1
下料
六方鋼φ14mm×380mm
鋸床
2
熱處理
調(diào)質(zhì)處理28~32HRC
3
車
三抓自定心卡盤夾緊六方鋼的一端,卡盤外長度為40mm��,車端面��,車螺紋外徑φ8mm及切槽2×φ6.5mm�����。長度為
2���、11mm���,倒角1×45°,車螺紋M8�����。
從端面向里測量出15.5mm�����,車六方鋼�����,使其外圓尺寸為φ12mm,保證總長34mm 初下
C620�、螺紋環(huán)規(guī)
4
車
用三抓自定心或四爪單動(dòng)卡盤,裝夾專用車偏心工裝���,用M8螺紋及螺紋端面鎖緊定位���,車偏心部分專用偏心φ8mm,車端面����,保證總長33mm及17mm,鉆M4螺紋底孔φ3.3mm�,深12mm ,攻螺紋M4�����,深8mm
C620�����、專用偏心工裝���、M4絲錐
5
檢驗(yàn)
按圖樣要求檢驗(yàn)各部尺寸
6
入庫
涂防銹油�、入庫
1.3調(diào)整偏心軸零件工藝分析
1)調(diào)整偏心軸結(jié)構(gòu)比較簡單,外圓表面粗糙度值為Ra1.6μm����,精
3、度要求一般�����,M8為普通螺紋��,主要用于在調(diào)整尺寸機(jī)構(gòu)的微調(diào)上使用�。
2)零件加工關(guān)鍵是保證偏心距2mm,因偏心軸各部分尺寸較小�����,偏心加工可在車床上裝一偏心夾具來完成加工����。
3)若用棒料(圓鋼)加工調(diào)整偏心軸,其加工工藝方法與用六方鋼基本相同����,只增加一道銑六方工序�。
1.3.2��、.確定毛坯的制造形式
零件材料為45鋼����。本零件為簡單軸類零件,因此選擇六方鋼φ14mm×380mm����,10件連下。鑄件����。
1.3.3、基面的選擇
1)粗基準(zhǔn)的選擇���,因?yàn)楸玖慵楹唵屋S類零件��,因此選擇以外圓作為粗基準(zhǔn)是完全合理的����,按工藝中規(guī)定以M8螺紋及端面為定位基準(zhǔn)車偏心����。在工裝上加工一個(gè)偏心距為2mm的M8螺紋
4、孔���,將偏心工裝裝夾在車床三爪自定心或四爪單動(dòng)卡盤上�����,按其外徑找正��,找正后夾緊即可���。
2)精基準(zhǔn)的選擇。主要應(yīng)該考慮基準(zhǔn)重合的問題�����。當(dāng)設(shè)計(jì)基準(zhǔn)與工序基準(zhǔn)不重合時(shí)���,應(yīng)該進(jìn)行尺寸換算����。
1.3.4��、制訂工藝路線
制訂工藝路線的出發(fā)點(diǎn),應(yīng)當(dāng)是使零件的幾何形狀����,尺寸精度及位置精度等技術(shù)要求能得到合理的保證。在生產(chǎn)綱領(lǐng)已確定為大批生產(chǎn)的條件下�,可以考慮用萬能性機(jī)床配以專用工夾具,并盡量使工序集中起來提高生產(chǎn)效率�。除此之外,還應(yīng)當(dāng)考慮經(jīng)濟(jì)效果���,以便使生產(chǎn)成本盡量下降�����。
1)����、工藝路線方案一
工序1 下料φ14mm×380mm���,10件連下��。
工序2 熱處理
工序3 車螺紋外徑φ8mm
5�����、切槽2×φ6.5mm長度為11mm����。
工序4 倒角1×45°���。
工序5 車螺紋M8�。
工序6 從端面向里測量出15.5mm車使其外圓尺寸外圓φ12mm�����,并保證總長34mm.
工序7 調(diào)頭用墊塊裝夾找正���,車偏心部分φ8mm��。車端面保證總長33mm以及17mm�����。
工序8 粗銑φ8mm端面�����。
工序9 精銑φ8mm端面����。
工序10 鉆底孔φ3.3mm,深12mm�。
工序11 攻螺紋M4,深8mm��。
工序12 檢查�。
工序13 油封入庫。
2) �����、工藝路線防線二
工序1 下料φ14mm×380mm���,10件連下����。
工序2 熱處理
工序3 車螺紋外徑φ8mm切
6�����、槽2×φ6.5mm長度為11mm�����。
工序4 倒角1×45°。
工序5 車螺紋M8��。
工序6 從端面向里測量出15.5mm車使其外圓尺寸外圓φ12mm��,并保證總長34mm.
工序7 調(diào)頭用墊塊裝夾找正��,車偏心部分φ8mm�����。車端面保證總長33mm以及17mm����。
工序8 鉆底孔φ3.3mm����,深12mm。
工序9 攻螺紋M4�,深8mm。
工序10 粗銑φ8mm端面��。
工序11 精銑φ8mm端面��。
工序12 檢查�����。
工序13 油封入庫
3) 、工藝的比較與分析
上述兩個(gè)工藝不同的地方在于銑φ8mm端面的先后順序���,保證其表面的粗糙度為1.6��,所以應(yīng)該在保證長度等其他條件都滿
7���、足的情況下在銑φ8mm的端面,因此第二方案更好些�����,即具體工藝如下�;
工序1 下料φ14mm×380mm,10件連下��。
工序2 熱處理
工序3 車螺紋外徑φ8mm切槽2×φ6.5mm長度為11mm�����。
工序4 倒角1×45°�����。
工序5 車螺紋M8。
工序6 從端面向里測量出15.5mm車使其外圓尺寸外圓φ12mm��,并保證總長34mm.
工序7 調(diào)頭用墊塊裝夾找正����,車偏心部分φ8mm。車端面保證總長33mm以及17mm���。
工序8 粗銑φ8mm端面。
工序9 精銑φ8mm端面�。
工序10 鉆底孔φ3.3mm,深12mm����。
工序11 攻螺紋M4,深8mm���。
8�����、
工序12 檢查���。
工序13 油封入庫��。
4) �����、機(jī)械加工余量��,工序尺寸以及毛坯尺寸的確定
偏心軸的加工工藝路線擬定后���,在進(jìn)一步安排各道工序的具體內(nèi)容時(shí)應(yīng)正確地確定各工序的工序尺寸,而工序尺寸的確定與加工余量有著密切的關(guān)系���。
加工余量是指加工過程中從被加工表面上切除的金屬層厚度�����,它包括加工總余量和工序余量�。影響加工余量的因素主要有:上道工序的表面粗糙度與表面層缺陷���、上道工序的尺寸公差�����、上道工序的位置誤差及本工序安裝誤差��、熱處理的影響�����。
根據(jù)原始資料以及加工工藝����,分別確定各加工表面的機(jī)械加工余量,工序尺寸以及毛坯尺寸如下:
1.螺紋外徑
考慮其加工長度為33mm,螺紋的外徑為φ8�,所以此時(shí)的直徑余量2Z=6mm.
2.切槽2×φ6.5mm,此時(shí)的直徑余量2Z=1.5mm��。
3.外圓φ12mm�����,此時(shí)的直徑余量為2Z=2mm����。
4.偏心部分φ8mm,此時(shí)的直徑余量為2Z=4mm���。
5)����、確定切削用量及基本工時(shí)
 設(shè)計(jì)如下圖所示及調(diào)整偏心軸零件及機(jī)械加工工藝規(guī)程
設(shè)計(jì)如下圖所示及調(diào)整偏心軸零件及機(jī)械加工工藝規(guī)程