《沖壓模具畢業(yè)設(shè)計(jì)-固定夾沖壓彎曲模設(shè)計(jì)》由會(huì)員分享���,可在線閱讀�����,更多相關(guān)《沖壓模具畢業(yè)設(shè)計(jì)-固定夾沖壓彎曲模設(shè)計(jì)(22頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索���。
1、
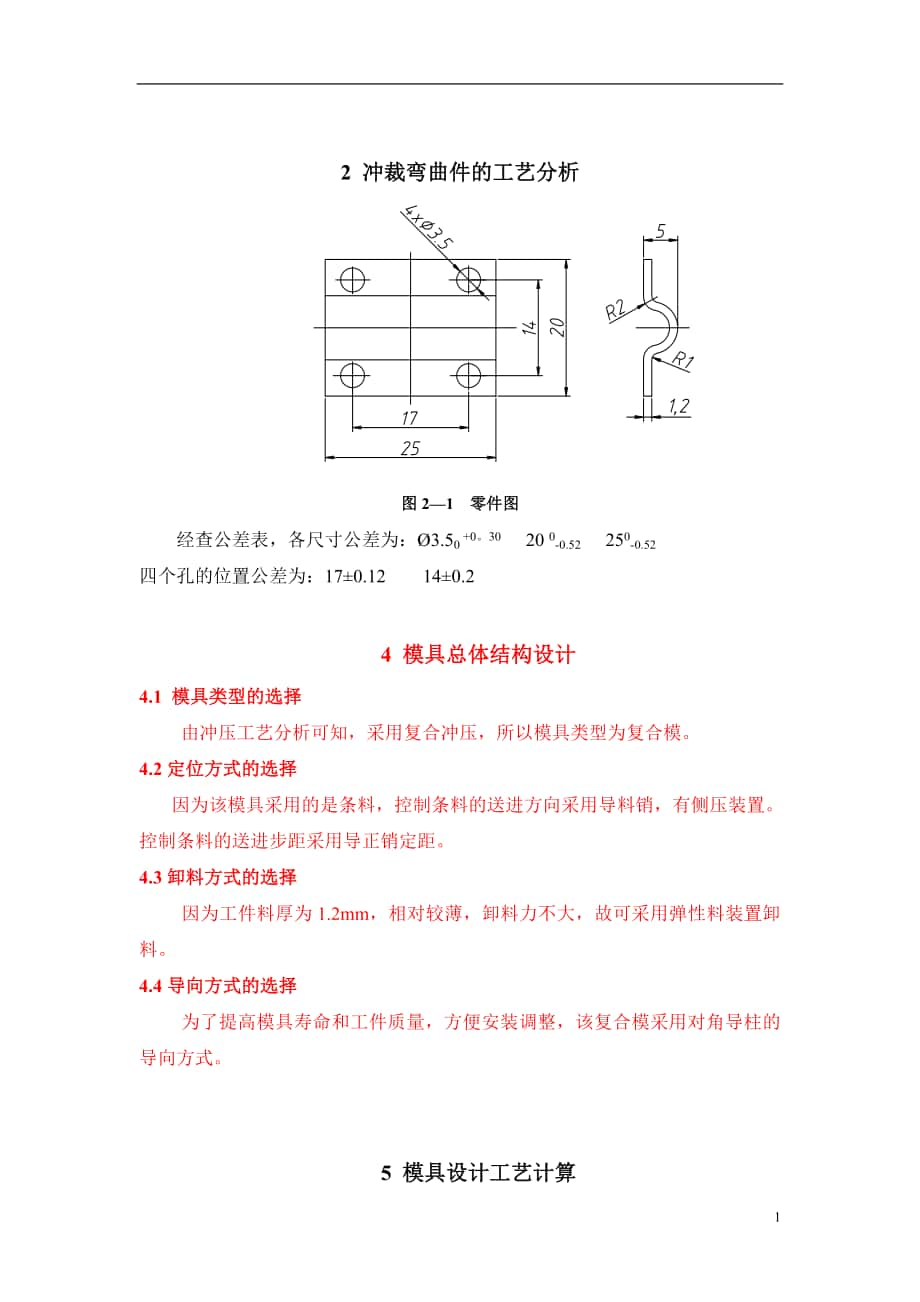
2 沖裁彎曲件的工藝分析
圖2—1 零件圖
經(jīng)查公差表���,各尺寸公差為:?3.50 +0����。30 20 0-0.52 250-0.52
四個(gè)孔的位置公差為:17±0.12 14±0.2
4 模具總體結(jié)構(gòu)設(shè)計(jì)
4.1 模具類型的選擇
???? ?由沖壓工藝分析可知,采用復(fù)合沖壓�����,所以模具類型為復(fù)合模�。
4.2定位方式的選擇
? ?因?yàn)樵撃>卟捎玫氖菞l料�,控制條料的送進(jìn)方向采用導(dǎo)料銷,有側(cè)壓裝置���?��?刂茥l料的送進(jìn)步距采用導(dǎo)正銷定距。
4.3卸料方式的選擇
? 因?yàn)楣ぜ虾駷?.2mm����,相對(duì)較薄,卸料力不大��,故可采用彈性料裝置卸料���。
4
2�、.4導(dǎo)向方式的選擇
? 為了提高模具壽命和工件質(zhì)量,方便安裝調(diào)整�,該復(fù)合模采用對(duì)角導(dǎo)柱的導(dǎo)向方式。
5 模具設(shè)計(jì)工藝計(jì)算
5.1計(jì)算毛坯尺寸
5.2排樣��、計(jì)算條料寬度及步距的確定
5.2.2條料寬度的確定
5.2.3 導(dǎo)板間間距的確定
5.2.4 排樣
由于設(shè)計(jì)的零件是矩形零件�,且四個(gè)孔均有位置公差要求,所以采用有費(fèi)料直排法�。
6 沖裁力的計(jì)算
6.1計(jì)算沖裁力的公式
6.2 總沖裁力、卸料力�����、推料力�、頂件力、彎曲力和總沖壓力
由于沖裁模具采用彈壓卸料裝置和自然落料方式�。總的沖裁力包括
F——總沖壓力����。
Fp——總沖裁力。
FQ——卸料
3�����、力
FQ1——推料力。
FQ2——頂件力
FC——彎曲力
6.2.1 總沖裁力:
6.2.2 卸料力FQ的計(jì)算
6.2.3推料力FQ1的計(jì)算
6.2.4頂件力FQ2的計(jì)算
6.2.5彎曲力FC的計(jì)算
影響彎曲力大小的基本因素有變形材料的性能和質(zhì)量����;彎曲件的形狀和尺寸;模具結(jié)構(gòu)及凸凹模間隙���;彎曲方式等��,因此很難用理論的分析法進(jìn)行準(zhǔn)確的計(jì)算��。實(shí)際中常用經(jīng)驗(yàn)公式進(jìn)行慨略計(jì)算,以作為彎曲工藝設(shè)計(jì)和選擇沖壓設(shè)備的理論���。
?形彎曲件的經(jīng)驗(yàn)公式為:
Fu=0.7KBt2σb/γ+t
4�����、 公式(6—5)
Fu——沖壓行程結(jié)束時(shí)不校正時(shí)的彎曲力�����。
B——γ彎曲件的寬度(mm)�����。
t——彎曲件的厚度(mm)�����。
γ——內(nèi)彎曲半徑(等于凸模圓角半徑)(mm)�����。
σb——彎曲拆料的抗拉強(qiáng)度(MPa)(查機(jī)械手冊(cè)σb=400(MPa)�。
K——安全系數(shù),一般取1.3.
根據(jù)公式6—5 Fu=0.7KBt2σb/(γ+t)
=0.7×1.3×25×1.22×400/(5+1.2)
=21.45(KN)
對(duì)于頂件或壓料裝置的彎曲模����,頂件力或壓料力可近似取彎曲力的30%~80%。
5����、 F壓=80% Fu
=80%×21.45
=17.159(KN)
彎曲力: FC= Fu+ F壓
=21.45+17.15
=38.6(KN)
7 模具壓力中心與計(jì)算
8 沖裁模間隙的確定
9 刃口尺寸的計(jì)算
9.5彎曲部分刃口尺寸的計(jì)算
9.5.1最小相對(duì)彎曲半徑rmin/t
彎曲時(shí)彎曲半徑越小,板料外表面的變形程度越大��,若彎曲半徑過小����,則板料的外表面將超過材料的變形極限,而出現(xiàn)裂紋或拉裂�����。在保證彎曲變形區(qū)材料外表面不發(fā)生裂紋的條件下,彎曲件列表
6�����、面所能行成的最小圓角半徑稱為最小彎曲半徑��。
最小彎曲半徑與彎曲件厚度的比值rmin/t稱為最小相對(duì)彎曲半徑�����,又稱為最小彎曲系數(shù)���,是衡量彎曲變形的一個(gè)重要指標(biāo)。
設(shè)中性層半徑為ρ��,則最外層金屬(半徑為R)的伸長(zhǎng)率外為:
δ外=(R-ρ)/ρ 公式(9—1)
設(shè)中性層位置在半徑為ρ=r+t/2處���,且彎曲厚度保持不變��,則有R=r+t,固有
δ外=1/(2r/t+1) 公式(9—2)
如將δ外以材料斷后伸長(zhǎng)率δ帶入����,則
7、有r/r轉(zhuǎn)化為rmin/t��,且有
rmin/t=(1-δ)/2δ 公式(9—3)
根據(jù)公式就可以算出最小彎曲半徑��。
最外層金屬(半徑為R)的伸長(zhǎng)率外為:
根據(jù)公式9—2 δ外=1/(2r/t+1)
=1÷(2×5÷1.2+1)
=0.107
最小彎曲半徑為:
根據(jù)公式9—3 rmin/t=(1-δ)/2δ
=(1-0.107)/2×0.107
8�、 =0.1012
9.5.2彎曲部分工作尺寸的計(jì)算
1、回彈值 由工藝分析可知�����,固定夾彎曲回彈影響最大的部分是最大半徑處���,r/t=3.8/1.2=3.16<5����。此處屬于小圓角V形彎曲��,故只考慮回彈值���。查表8.5—1得,回彈值為60����,由于回彈值很小,故彎曲凸�、凹模均可按制件的基本尺寸標(biāo)注,在試模后稍加修磨即可�����。
表9—3 鋁材料校正彎曲回彈
材料
r/t
材料厚度t(mm)
<0.8
0.8~2
>2
硬鋁LY12
<2
20
30
40
2~5
40
60
80
>5
60
100
140
3���、模具間隙
9�、彎曲V形件時(shí)����,不需要在設(shè)計(jì)和制造模具時(shí)確定間隙。對(duì)于U形件的彎曲���,必須選擇合模具間隙 彎曲V形件時(shí)�,凸����、凹模間隙是用調(diào)整沖床的閉合高度來控制的適的間隙�����,間隙過小,會(huì)使邊部壁厚變薄���,降低模具壽命���。間隙過大則回彈大,降低制件精度凸��、凹模單邊間隙Z一般可按下式計(jì)算:
Z=t+Δ+ct 公式(9—4)
式中:Z——彎曲凸�����、凹模單邊間隙
t——材料的厚度
Δ——材料厚度的正偏差(表9—2)
C——間隙數(shù)(表9—3)
查表得:Δ =0 C=0.05
根據(jù)公式9—
10����、4 Z=t+Δ+ct
=1.2+0+0.05×1.2
=1.2+0.60
=1.8 (mm)
表9—4 薄鋼板、黃銅板(帶)����、鋁板厚度公差
厚度
材料
薄鋼板
黃銅板(帶)
鋁板
08F
H62,H68,HP—1
2A11、2A12
B級(jí)公差
C級(jí)公差
冷扎帶
冷軋板
最小公差
最大公差
0.2
±0.04
±0.06
-0.03
-0.03
-0.02
-0.04
0.3
±0.04
±0.
11��、06
-0.04
-0.04
-0.02
-0.05
0.4
±0.04
±0.06
-0.07
-0.07
-0.03
-0.05
0.5
±0.05
±0.07
-0.07
-0.07
-0.04
-0.12
0.6
±0.06
±0.08
-0.07
-0.08
-0.04
-0.12
0.8
±0.08
±0.10
-0.08
-0.10
-0.04
-0.14
1.0
±0.09
0.12
-0.09
-0.12
-0.04
-0.17
1.2
±0.11
±0.13
-0.10
-0.14
—
12��、
1.5
±0.12
±0.15
-0.10
-0.16
-0.10
—-0.27
2.0
±0.15
±0.18
-0.12
-0.18
-0.10
-0.28
2.5
±0.17
±0.20
-0.12
-0.18
-0.20
-0.30
3.0
±0.18
±0.22
-0.14
-0.20
-0.25
-0.35
3.5
±0.20
±0.25
-0.16
-0.23
-0.25
-0.36
4.0
±0.22
±0.30
-0.18
-0.23
-0.25
-0.37
4.5
—
—
-0
13���、.20
-0.26
—
—
5.0
—
—
-0.20
-0.26
-0.30
-0.37
表9—5 U形彎曲件凸凹模的間隙系數(shù)C值
彎曲件邊長(zhǎng)L/mm
B≤2L
B>2L
材料厚度t/mm
<
0.5
0.6~2
2.1~
4
4.1~
5
<5.0
0.6~2
2.1~4
4.1~7.5
7.6~12
10
0.05
0.05
0.04
0.10
0.10
0.08
20
0.05
0.05
0.04
0.03
0.10
0.10
0.08
0.06
0.06
35
0.07
14����、0.05
0.04
0.03
0.15
0.10
0.08
0.06
0.06
50
0.10
0.07
0.05
0.04
0.20
0.15
0.10
0.06
0.06
70
0.10
0.07
0.05
0.05
0.20
0.15
0.10
0.10
0.08
100
0.07
0.05
0.05
0.15
0.10
0.10
0.08
150
0.10
0.07
0.05
0.20
0.15
0.15
0.10
200
0.10
0.07
0.07
0.20
0
15、.15
0.15
0.10
4�����、凸凹模橫向尺寸的確定 彎曲模的凸凹模工作部分尺寸確定比較復(fù)雜����,不同的工件形狀其橫向工作尺寸的確定方法不同。
工件標(biāo)注外形尺寸時(shí)���,按磨損原則應(yīng)以凹模為基準(zhǔn)����,先計(jì)算凹模����,間隙取在凸模上。
當(dāng)工件為雙向?qū)ΨQ偏差時(shí)�����,凹模尺寸為:LA=(L-2/1Δ)+δA0 公式(9—5)
當(dāng)工件為單向偏差時(shí)�����,凹模實(shí)際尺寸為:LA=(L-3/4Δ) +δA0 公式 (9—6)
凸模尺寸為:LT=(LA-Z)0-Δt 公式(9—7)
或者凸模尺
16�、寸按凹模實(shí)際尺寸配制,保證單向間隙Z/2�����。
式中: L——彎曲件的基本尺寸(mm)
LT��、LA——凸模���、凹模工作部分尺寸(mm)
Δ——彎曲件公差
δT�����、δA——凸����、凹制造公差����,選用IT7~I(xiàn)T9級(jí)精度���,亦可按δt=δA=Δ/4選取。
2/Z——凸模與凹模的單向間隙
工件的外形尺寸為:11.2+0.430
由于工件為單向偏差�����,所以凹模的實(shí)際尺寸為:LA=(L-3/4Δ) +δA0
凸�����、凹制造公差��,Δt=δA=Δ/4=0.45÷4=0.1125
根據(jù)公式9—6凹模尺寸為: LA=(L-3/4Δ) +δA0
17��、 =(11.2-3/4×0.45)+0.11250
=10.86+0.11250(mm)
根據(jù)公式9—7凸模尺寸為: LT=(LA-Z)0-δt
=(10.86-1.8)0-0.1125
=9.060-0.1125(mm)
根據(jù)工件的尺寸要求�����,凸���、凹模刃口處都應(yīng)有相應(yīng)的圓角�����,為保證彎曲件的尺寸精度����,圓角應(yīng)按實(shí)際尺寸配制�����。
18��、
10主要零部件的設(shè)計(jì)
10.1 工作零件的結(jié)構(gòu)設(shè)計(jì)
10.1.1凹模的設(shè)計(jì)
10.1.3外形凸模的設(shè)計(jì)
10.1.4內(nèi)孔凸模設(shè)計(jì)
因?yàn)閮?nèi)孔凸模是圓凸摸��,仍然選用直通式凸模�,采用線切割加工。與凸模固定板采用H7/r6配合����。凸模長(zhǎng)度與外形凸模長(zhǎng)度相等為45mm。凸模材料應(yīng)選T10A�����,熱處理56~60HRC����,凸模與卸料板之間的間隙見表10—3查得凸模與卸料板的間隙選為0.035mm。
表10—3 凸模與卸料板�、導(dǎo)柱與導(dǎo)套的間隙
序號(hào)
模具沖裁間隙
Z
卸料板與凸模間隙Z1
輔助小導(dǎo)柱與小導(dǎo)套間隙Z2
1
>0.015~0.025
>0.005~0.007
19���、約為0.003
2
>0.025~0.05
>0.007~0.015
約為0.006
3
>0.05~0.10
>0.015~0.025
約為0.01
4
>0.10~0.15
>0.025~0.035
約為0.02
10.1.5彎曲凸模的設(shè)計(jì)
彎曲凸模選用直通式,采用線切割加工方法���。彎曲凸模與凸模固定板采用H7/r6配合�����。長(zhǎng)度與外形凸模的長(zhǎng)度相等���,等于45mm, 凸模材料應(yīng)選T10A,熱處理56~60HRC���,沖孔凸模與彎曲凸模之間有一定的間隙����。為了保證間隙合理����,彎曲凸模的寬度取16 mm。
10.2卸料部分的設(shè)計(jì)
10.2.1卸料板的設(shè)計(jì)
10.2.2卸料彈
20����、簧的設(shè)計(jì)
在沖裁模卸料與出件裝置中�,常用的元件是彈簧和橡膠�����,考慮本模具的結(jié)構(gòu)�,該模具采用的彈性元件為彈簧。
1��、彈簧的選擇與計(jì)算 在卸料裝置中�����,常用的彈簧是圓柱螺旋壓縮彈簧�。這種彈簧已標(biāo)準(zhǔn)化(GB2089—1980)�����,設(shè)計(jì)時(shí)根基所要求的壓縮量和生產(chǎn)的壓力按標(biāo)準(zhǔn)選用即可��。
(1)卸料彈簧的選擇原則
a����、為保證卸料正常工作,在非狀態(tài)下����,彈簧應(yīng)該預(yù)壓���,其與壓力應(yīng)大于等于單個(gè)彈簧承受的卸料力,即
Fy≥Fx/n 公式(10—1)
式中 Fy——彈
21���、簧的預(yù)壓力�,N�����;
Fx�——卸料力�,N;
N——彈簧根數(shù)��。
b���、彈簧的極限壓縮量應(yīng)大于或等于彈簧工作時(shí)的總壓縮量�,即
Hj≥H=Hy+Hx+Hm 公式(10—2)
式中 Hj——彈簧的極限壓縮量���,mm���;
H——彈簧工作時(shí)的總壓縮量��,mm��;
Hy——彈簧在余壓力作用下的預(yù)壓量����,mm���;
Hx——卸料板的工作行程mm����;
Hm——凸模與凸凹模的刃磨量��,mm����,通常取Hm=4~10mm����。
C、選用的彈簧能夠合理的布置在模具的相應(yīng)空
22�����、間。
(2)卸料彈簧的選用與計(jì)算步驟
a����、根據(jù)卸料力和模具安裝彈簧的空間大小,初定彈簧根數(shù)n�,計(jì)算每個(gè)彈簧應(yīng)產(chǎn)生的預(yù)壓力Fy。
b�����、根據(jù)根據(jù)預(yù)壓力和模具結(jié)構(gòu)預(yù)選彈簧的規(guī)格��,選擇時(shí)應(yīng)使彈簧的極限工作壓力大于預(yù)壓力���,初選時(shí)一般可取Fj=(1.5~2)Fy����。
C����、計(jì)算預(yù)選彈簧在預(yù)壓力下的預(yù)壓量Hy
Hy= FyHj /Fj 公式(10—3)
d、校核彈簧的極限壓縮量是否大于工作時(shí)的實(shí)際總壓縮量��,即 Hj≥H=Hy+Hx+Hm。如不滿足�,則需重選彈簧規(guī)格,直至滿足為止����。
e、列出所選彈簧的主要參數(shù):d(鋼絲直
23�����、徑)D2(彈簧中徑)t(節(jié)距)h0 (自由高度)n(圈數(shù))Fj(彈簧的極限壓力)Hj(彈簧的極限工作量)
由于固定夾的料厚為1.2mm,計(jì)算除的卸料力為4550N���。
(1)假設(shè)考慮模具結(jié)構(gòu)�����,初定彈簧的根數(shù)n=4,則每個(gè)彈簧的預(yù)壓力為
根據(jù)公式10—1 Fy≥Fx/n=4550/4≈1137(N)
(2)初選彈簧規(guī)格�����,按2Fy估算彈簧的極限工作壓力Fj
Fj=2Fy=2×1137=2274(N)
查標(biāo)準(zhǔn)GB2089—1980���,初選彈簧規(guī)格為d×D2 ×h0=4×35×100, Fj=1400, Hj=30.9(mm)
(3)
24���、計(jì)算所選彈簧的的預(yù)壓量Hy
根據(jù)公式10—3 Hy= FyHj /Fj=1137×30/1400=24.3(mm)
(4)校核所選彈簧是否合適����。卸料板的工作行程Hx=0.6+1=1.6(mm),取
凹模刃磨量為4(mm),則彈簧工作時(shí)的總壓縮量為
H=Hy+Hx+Hm
=24.3+1.6+4
=29.9(mm)
應(yīng)為H<Hj=30.9mm�,故所選彈簧合格。
(5)所選彈簧的主要參數(shù)為:d=4mm,D2=35mm,t=12.5mm,n=12圈���,h0=100mm, Fj=1400, Hj=3
25�����、0.9(mm)。彈簧的標(biāo)記為:彈簧4×35×100 GB2089—1980.
10.3定位零件的設(shè)計(jì)
10.4模架及其它零件的設(shè)計(jì)
10.4.1上下模座
10.4.2模柄
10.4.3模具的閉合高度:
該模具的閉合高度為
H閉=H上模+H墊+L+H+H下模-h2
=(20+10+35+20+25-2)mm
=158(mm)
式中:
L——凸模長(zhǎng)度���,L=35
H——凹模厚度���,H=20
h2�——凸模沖裁后進(jìn)入凹模的深度,h2=2
可見該模具閉合高度小于所選壓力機(jī)J23—2
26�����、5的最大裝模高度(220)可以使用����。
11 模具總裝圖
通過以上的設(shè)計(jì)�,可得到模具總裝圖�。模具的上模部分由上模座、上模墊板��、凸模�����、凸模固定板�、及卸料板等組成。卸料方式是采用的彈性卸料板卸料����。上模座、上模墊板����、凸模固定板、及卸料板用4個(gè)M81螺釘和4個(gè)���φ6圓柱銷固定�。
螺釘選?�。篗8×60mm的標(biāo)準(zhǔn)件����。采用45鋼�����,熱處理淬火硬度24~28HRC����。
圓柱銷選?���。害?×70mm的標(biāo)準(zhǔn)件。采用45鋼�,熱處理淬火硬度40~45HRC。
下模部分由下模座���、凸凹模�����、卸料板等組成����。下模座��、凹模、卸料板用4個(gè)M8的螺釘和4個(gè)φ6的圓柱銷固定�。
螺釘選取:M8×70mm的標(biāo)準(zhǔn)件�。采用4
27、5鋼�����,熱處理淬火硬度24~28HRC��。
圓柱銷選?����。害?×70mm的標(biāo)準(zhǔn)件��。采用45鋼�,熱處理淬火硬度40~45HRC。
沖孔廢料由漏料孔漏出�。
12 壓力機(jī)的選擇
通過校核,該沖裁件所需的沖裁力為108.03KN���,選擇開式雙柱可傾壓力機(jī)J23—25能夠滿足使用要求�。其主要技術(shù)參數(shù)如下:
公稱壓力:250KN
滑塊行程:65mm
最大閉合高度:270mm
最大裝模高度;220mm
作臺(tái)尺寸(前后×左右):370mm×560mm
墊板尺寸(厚度×孔徑):50mm×200mm
模柄孔尺寸:Ф40mm×60mm
最大傾角高度:30°
總 結(jié)
在這次的畢業(yè)
28����、設(shè)計(jì)中�����,我綜合了兩年多來所學(xué)的所有專業(yè)知識(shí)���,使我受益匪淺����。不僅使自己的專業(yè)技能有所發(fā)揮并且掌握的更為熟練�����,也加強(qiáng)了在大學(xué)階段所學(xué)專業(yè)理論知識(shí)的鞏固�。
在做畢業(yè)設(shè)計(jì)的過程中,在設(shè)計(jì)和繪圖都遇到方面遇到了一些問題��,經(jīng)過老師和同學(xué)的指導(dǎo)幫準(zhǔn)��,再加上自身不懈的努力��,問題得到了及時(shí)解決。這次的畢業(yè)設(shè)計(jì)使我對(duì)冷沖壓模具設(shè)計(jì)有了一定的認(rèn)識(shí)���,在模具設(shè)計(jì)過程中�����,不僅把大學(xué)三年所學(xué)到知識(shí)加深了�,還學(xué)會(huì)了查有關(guān)書籍和資料�,能夠把各科靈活的運(yùn)用到設(shè)計(jì)中去。
這次的畢業(yè)設(shè)計(jì)不僅是對(duì)自己大學(xué)三年的考核��,也是在工作之前對(duì)自身的一次全面����、綜合型的測(cè)試。這為今后的工作做好了鋪墊和奠定了一定的基礎(chǔ)�。
參考文獻(xiàn)
[1]
29、王海明主編.機(jī)械制造技術(shù)[M].北京:中國農(nóng)業(yè)出版社, 2004. 7
[2]張鼎承主編.沖模設(shè)計(jì)手冊(cè).北京:機(jī)械工業(yè)出版社�,1999.5
[3]閻其鳳主編.模具設(shè)計(jì)與制造.北京:機(jī)械工業(yè)出版社,1995.11
[4]翁其金主編.沖壓工藝與沖模設(shè)計(jì).北京:機(jī)械工業(yè)出版社�,1999.5
[5]李正風(fēng)主編.機(jī)械設(shè)計(jì)基礎(chǔ)[M].上海:上海交通大學(xué)出版社,2005.1
[6]許發(fā)樾主編.模具設(shè)計(jì)應(yīng)用實(shí)例.北京:機(jī)械工業(yè)出版社���,1999,5
[7]劉力主編.機(jī)械制圖. 北京:高等教育出版社.第二版���,2004.7
[8]曾欣主編.塑料模具與沖壓模具.宜賓:宜賓職業(yè)技術(shù)學(xué)院.
[9]史鐵梁主
30�����、編.冷沖模設(shè)計(jì)指導(dǎo).北京:機(jī)械工業(yè)出版社,1996.7
[10]薛啟翔主編.新編沖壓工計(jì)算手冊(cè).北京:機(jī)械工業(yè)出版社�,2004.3
[11]陳劍鶴主編.冷沖壓工藝與模具設(shè)計(jì).北京: 機(jī)械工業(yè)出版社,2001.9
附錄
附錄1 沖壓模具裝配工序卡片
工號(hào)
工序
工藝說明
1
凸�、凹模凸凹模預(yù)配
1、裝配前仔細(xì)檢查各凸模��、凹模��、凸凹模的形狀及尺寸�����,是否符合圖紙要求和尺寸精度��,形狀�����;
2�、將凸模分別于相應(yīng)的凹模孔配合,檢查間隙是否加工均勻�,不合適者應(yīng)重新修磨或更換。
2
凸模裝配
以凹?�?锥ㄎ?��,將各凸模分別壓入凸模固定板的孔中���,并擠緊牢固。
3
裝配下模
31���、1�����、在下模座1上畫中心線����,按中心線裝配下墊板凸凹模和卸料板�;
2、在下模座��、卸料板上���,用機(jī)加工好的凹模分別確定其螺孔位置�����,并分別鉆孔��,攻絲����;
3����、將下模、卸料板����、下墊板、凸凹模�、活動(dòng)當(dāng)料銷,彈簧裝在一起���,打入銷釘�����,用螺釘釘緊�。
4
裝配上模
1、在已裝好的下模上放等高墊鐵�����,并在凹模中放入0.12的紙片�����,裝上落料凹模���,空心墊板�,然后將凸模與固定板組合并轉(zhuǎn)入凹模中�;
2、預(yù)裝上模�����,畫出與凸模固定板相應(yīng)的螺孔��、銷孔位置并鉆絞螺孔銷孔��;
3�、用螺釘將固定板組合��、墊板����、上模座連接在一起��,但不要擰緊����;
4、復(fù)查凸��、凹模間隙并調(diào)整合適�����,緊固螺釘�;
5����、切紙檢查,合適打入銷釘����,寧靜螺釘�。
32���、5
試沖與調(diào)整
裝機(jī)試沖并根據(jù)試沖結(jié)果作相應(yīng)調(diào)整�。
附錄2 非標(biāo)準(zhǔn)零件的加工工藝過程
落料凹模加工工藝過程 材料:T10A 硬度:56~60HRC
序號(hào)
工序名稱
工序內(nèi)容
1
備料
鍛件(退火狀態(tài)):120×100×20mm
2
粗洗
洗六面到尺寸100×80×19 mm�,注意兩大平面與相鄰側(cè)面用標(biāo)準(zhǔn)角尺測(cè)量達(dá)到基本垂直
3
平面磨
磨光兩大平面厚度達(dá)到18.6mm,并兩相鄰側(cè)面達(dá)到四面垂直�����,垂直度0.02mm
4
鉗
①劃線 畫出各孔徑中心線并畫出凹模洞口輪廓尺寸
②
33�、鉆孔 鉆螺紋底孔、銷釘?shù)卓缀桶寄6纯诖┚€孔
③絞孔 絞銷孔到要求
④攻絲 攻螺紋到要求
5
熱處理
淬火 使硬度達(dá)到56~60HRC
6
磨平面
磨光兩大平面�,使厚度達(dá)到18.3mm
7
線切割
割凹模洞口,并留有0.01~0.02的研磨量
8
鉗
研磨洞口內(nèi)壁側(cè)面達(dá)到0.08um
9
鉗
用墊片層保證凹模與凸凹模間隙均勻后����,凹模與上模座配做銷釘孔
10
平磨
研磨凹模板上面達(dá)到厚度尺寸要求
附錄3 沖孔凸模加工工藝過程
沖孔凸模加工工藝過程 材料
34、:T10A 硬度:56~60HRC:
序號(hào)
工序名稱
工序內(nèi)容
1
備料
鍛件(退火狀態(tài)):?5×60mm
2
熱處理
退火 硬度達(dá)到180~220HB
3
車
①車一端面�,打頂尖孔,車外圓至?4mm���;掉頭車另一端��,長(zhǎng)度至尺寸50mm�����;打頂尖孔
②雙頂尖頂�,車外圓尺寸到要求
4
檢驗(yàn)
檢驗(yàn)
5
熱處理
淬火 硬度至HRC56~60
6
磨削
磨削外圓尺寸達(dá)到要求
7
線切割
切除工件端面頂尖,長(zhǎng)度尺寸至45mm
8
磨削
磨削端面尺寸到表面粗糙的要求
9
檢驗(yàn)
檢驗(yàn)
10
鉗
裝配(鉗修并裝配��、檢修)
35���、附錄4 凸凹模加工工藝卡片
凸凹模加工工藝卡片 材料:T10A 硬度:56~60HRC
序號(hào)
工序名稱
工序內(nèi)容
1
備料
鍛件(退火狀態(tài)):40×30×50mm
2
粗洗
洗六面見光
3
平磨
磨上下平面到尺寸47mm,彎曲圓弧到
4
鉗
①劃線 在長(zhǎng)度方一側(cè)留出線切割6mm后��,分別畫凸模輪廓線并畫出四個(gè)凹模的中心線和彎曲凹模的中心線
②鉆孔 按凹模洞口中心線切割中心孔
③锪擴(kuò)凹模落料孔到要求�����。
5
洗
①按照尺寸粗洗彎曲凹模
②精洗彎曲凹模紙至尺寸要求
36�、
6
熱處理
淬火 硬度達(dá)到HRC60~64
7
磨平
磨下平面��,使高度尺寸達(dá)到45.5mm
8
線切割
割凹模����,并留出單邊0.01~0.02的研磨余量
9
鉗
①研配 研凸凹模并配如凸凹模固定板
②研 研各側(cè)面達(dá)到便面粗糙度的要求
10
平磨
平磨高度到要求
11
鉗
總裝配
附錄5 空心墊板的加工工藝過程
空心墊板的加工工藝過程 材料:T8A 硬度:24~28HRC
序號(hào)
工序名稱
工序內(nèi)容
1
備料
氣割下料130×100×10mm
2
熱
37�、處理
調(diào)質(zhì) 硬度為HRC24~28
3
粗洗
洗六面達(dá)到102×82×9mm,并使兩大平面的相鄰兩側(cè)面基本垂直
4
平磨
磨光兩大平面����,厚度達(dá)到8mm;并磨兩相鄰側(cè)面使四面垂直�,垂直度為0.02
5
鉗
①劃線 螺釘孔���、銷釘孔和過孔中心線
②鉆孔 鉆螺紋孔�����、銷釘孔和過孔到要求
6
洗
洗過孔到要求
7
平磨
磨兩大平面厚度到要求
8
鉗
總裝配
附錄6 彎曲凸模加工工藝過程
彎曲凸模加工工藝過程 材料:T10A 硬度:56~60HRC
序號(hào)
工序名稱
工序內(nèi)容
1
38�、
備料
鍛件(退火狀態(tài)):30×20×60mm
2
粗洗
粗洗凸模外形
3
磨
①磨下平面至尺寸��,并留有1毫米的余量
②磨四周的平面�,使相鄰兩側(cè)面的垂直度達(dá)到0.02
4
熱處理
淬火 使表面硬度達(dá)到HRC60~64
5
磨
磨凸模表面的所有平面至尺寸精度要求
6
鉗
總裝配
固定夾沖壓彎曲復(fù)合摸裝配圖
彎曲凸模
落料凹模板
空心墊板
凸凹模
沖孔凸模
22
 沖壓模具畢業(yè)設(shè)計(jì)-固定夾沖壓彎曲模設(shè)計(jì)
沖壓模具畢業(yè)設(shè)計(jì)-固定夾沖壓彎曲模設(shè)計(jì)