《機(jī)械制造工程原理課程設(shè)計(jì)題目零件分析》由會員分享,可在線閱讀���,更多相關(guān)《機(jī)械制造工程原理課程設(shè)計(jì)題目零件分析(3頁珍藏版)》請?jiān)谘b配圖網(wǎng)上搜索�。
1���、零件分析
1零件的作用
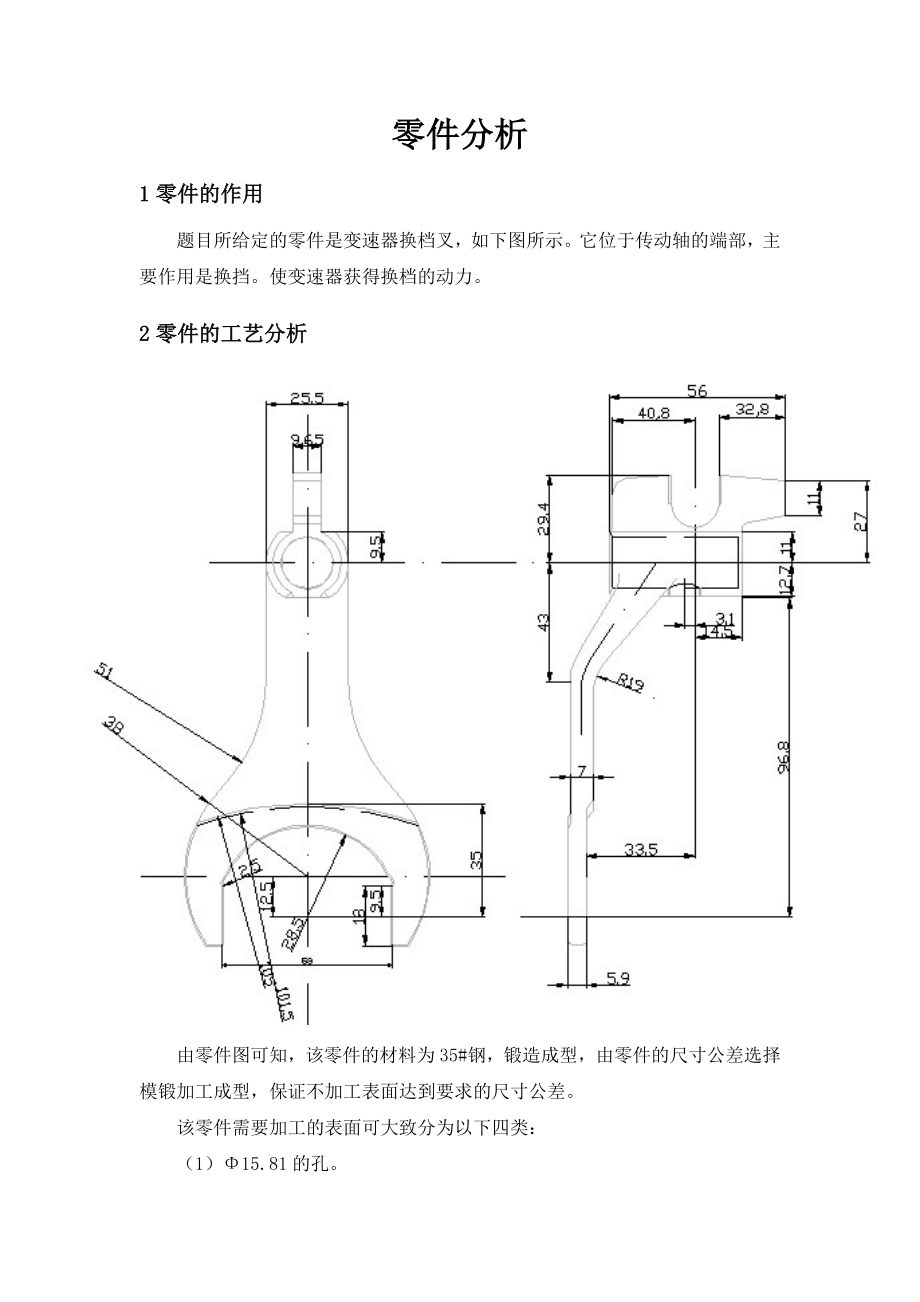
題目所給定的零件是變速器換檔叉�����,如下圖所示�。它位于傳動軸的端部,主要作用是換擋�����。使變速器獲得換檔的動力���。
2零件的工藝分析
由零件圖可知�����,該零件的材料為35#鋼�,鍛造成型�,由零件的尺寸公差選擇模鍛加工成型,保證不加工表面達(dá)到要求的尺寸公差���。
該零件需要加工的表面可大致分為以下四類:
(1)Φ15.81的孔��。
(2)以Φ15.81孔的軸心線為基準(zhǔn)的兩平面�。
(3)以15mm槽為基準(zhǔn)的兩插口端面��。
(4)以Φ15.81孔的軸心線為基準(zhǔn)的兩叉口側(cè)面���。
(5)15mm槽中心的兩個側(cè)面及槽外的兩端面��。
(6)撥槽的最前端面
(7)以15mm槽為基準(zhǔn)的M
2���、10*1-7H的螺紋孔��。
其中Φ15.81的孔和15mm的槽以及叉口的上下端面和叉口的中間兩側(cè)面為主要的配合面����,加工的精度及粗糙度的要求較高�,應(yīng)作為加工的重點(diǎn)
3尺寸和粗糙度的要求
Φ15.81的孔的上偏差為+0.043,下偏差為+0.016����,配合公差為F8��,屬于間隙配合�,孔的內(nèi)表面的粗糙度為3.2,要求較高����,鑒于孔徑為15.81,可先采用Φ14的麻花鉆鉆孔����,在用Φ10的立銑刀進(jìn)行擴(kuò)孔����,最后用無心砂輪進(jìn)行精加工����。
Φ15.81的孔的上下兩平面距離孔中心線的尺寸分別為11mm和12.7mm,上表面的粗糙度為6.3���,下表面的粗糙度為12.5��,直接采用立銑刀銑削加工即可達(dá)到要求���。
以Φ15
3、.81的孔的軸心線為基準(zhǔn)的尺寸為9.65mm的兩側(cè)面的表面粗糙度為6.3����,可直接用端面立銑刀進(jìn)行加工保證尺寸要求。
以15mm撥槽為基準(zhǔn)的叉口的上下端面的尺寸分別為33.5mm和39.4mm其表面粗糙度為6.3�,可直接用端面立銑刀進(jìn)行加工保證尺寸要求。
以Φ15.81的孔的軸心線為基準(zhǔn)的叉口兩側(cè)面尺寸為53mm����,表面粗糙度為6.3�,可直接用端面立銑刀進(jìn)行加工保證尺寸要求��。
撥槽的最前端面�,以Φ15.81孔的下端面為基準(zhǔn),其尺寸為56����,其表面粗糙度為12.5
以15mm撥槽為基準(zhǔn)的M10*1-7H的螺紋孔,先采用Φ8.5的麻花鉆鉆孔����,再采用Φ10的絲錐攻絲完成。
4位置公差要求
由零件圖可知�����,該零件主要要求保證Φ15.81的孔和叉口的上下端面之間的垂直度要求���,以Φ15.81的孔作為加工叉口上下端面的定位基準(zhǔn)便可以保證其垂直度的要求。
 機(jī)械制造工程原理課程設(shè)計(jì)題目零件分析
機(jī)械制造工程原理課程設(shè)計(jì)題目零件分析